How Manufacturers Produce Acrylic Panels Using Laser Cutting
Acrylic panels look simple from the outside. Inside a real shop, they are chemistry, heat, airflow, optics, operator judgment, and business pressure packed into one cut file. Here is how manufacturers actually produce laser cut acrylic panels without pretending the process is magic.
The Factory Truth Behind Acrylic Laser Cutting
Smoke tells truth.
In acrylic laser cutting, the visible panel is only the final artifact; the real manufacturing story sits inside the beam path, the PMMA chemistry, the exhaust duct, the cut table, the sheet supplier’s batch consistency, and the operator’s willingness to reject a “nearly good” edge before it becomes a client complaint.
So why do so many buyers still ask only about wattage?
I’ll say the quiet part plainly: a cheap acrylic-cutting setup can make pretty samples, but it often collapses under repeat production. One perfect 3 mm sample letter does not prove the machine can run 200 backlit panels, nested tightly, with clean edges, stable tolerances, and no burnt odor trapped in the masking film. That is where manufacturers separate hobby cutting from custom acrylic panel fabrication.
Acrylic is usually PMMA, polymethyl methacrylate, with the repeat-unit chemistry commonly represented as C5H8O2. Plexiglass, Perspex, ACRYLITE, and other trade names sit in the same commercial family. The reason CO2 lasers dominate acrylic sheet laser cutting is not branding. It is wavelength physics: CO2 systems operate around 10.6 µm, and clear PMMA absorbs that far-infrared energy far better than it absorbs many visible or near-infrared laser wavelengths.
For readers comparing equipment categories, Bogong Laser’s page on a laser cutting machine for acrylic is the right internal starting point because it frames acrylic as a cutting application rather than a generic “plastic job.” If you want the beam-level explanation, their guide on how CO2 laser cutting machines cut acrylic sheets fits naturally beside this article.
How Acrylic Panels Are Made Before the Laser Ever Fires
Manufacturers do not begin with the laser. They begin with sheet control.
A serious acrylic panel manufacturing process normally follows this chain:
- Material selection: cast acrylic, extruded acrylic, mirrored acrylic, frosted PMMA, colored PMMA, or specialty optical sheet.
- Sheet inspection: scratches, bowing, thickness variation, masking adhesion, moisture exposure, and batch marks.
- CAD/CAM preparation: DXF, AI, SVG, or nested production files with kerf compensation.
- Fixture and bed setup: honeycomb, knife blade, pin bed, or sacrificial support depending on edge expectations.
- CO2 laser cutting: beam focus, speed, power, pulse behavior, air assist, and exhaust.
- Post-processing: deburring where needed, washing, flame-polish correction, bonding, printing, packing, and QC.
But the hidden fight is sheet type.
Cast acrylic usually gives better engraved contrast and cleaner decorative edges. Extruded acrylic often cuts faster and costs less, but it can melt differently, smell harsher, and behave less forgivingly under heat. Manufacturers chasing signage margins love extruded sheet pricing; manufacturers chasing premium display quality often prefer cast sheet. That is not ideology. That is scrap-rate math.
For signage-specific readers, Bogong’s article on laser cutting acrylic for signage manufacturing is worth linking here because sign faces, channel-letter fronts, lightbox diffusers, and retail display panels all punish weak edge control in different ways.
Table of Contents

The CO2 Laser Step: It Cuts by Controlled Thermal Failure
The laser is not a knife.
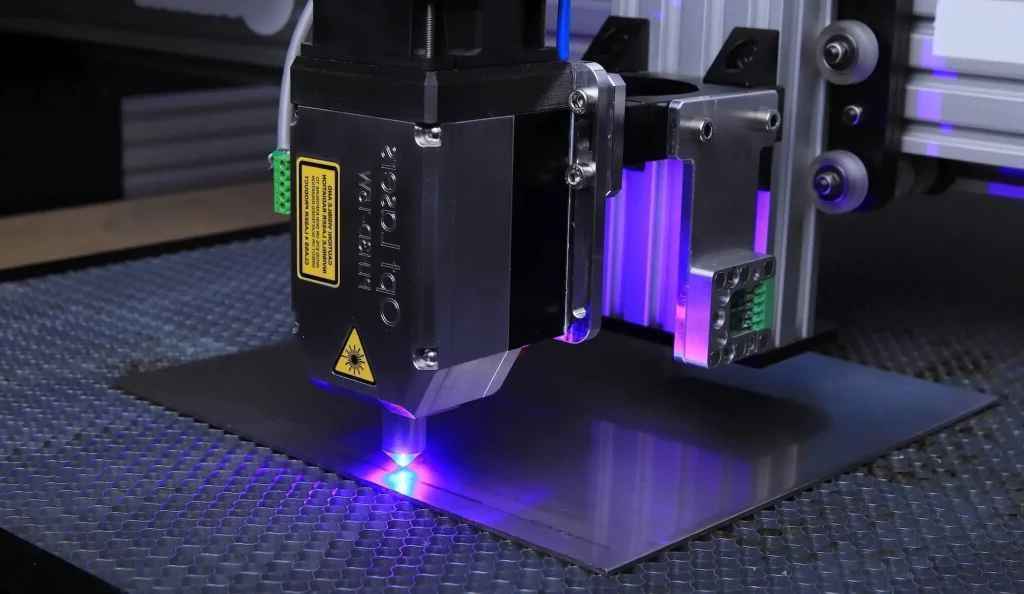
A knife pushes material apart through mechanical force, while a CO2 laser focuses infrared energy into a narrow path where PMMA softens, melts, decomposes, vaporizes, and leaves behind a kerf that can look polished if the heat, airflow, and motion stay balanced.
Sounds elegant, right?
It is not elegant when the focus lens is dirty, the exhaust is weak, the operator copies old settings from another sheet brand, or the air assist blows molten residue back onto a glossy edge. That is how “laser cut acrylic panels” turn into panels with haze, brown edges, chatter marks, and mystery odor.
A typical production setup may use:
| Production Variable | Common Factory Range | What It Actually Controls | Failure Sign |
|---|---|---|---|
| CO2 wavelength | ~10.6 µm | PMMA energy absorption | Poor cut if wrong laser type is used |
| Sheet thickness | 2 mm, 3 mm, 5 mm, 8 mm, 10 mm+ | Power, speed, focus, heat load | Melt-back, taper, incomplete cut |
| Kerf allowance | Often around 0.1–0.3 mm depending on optics and settings | Fit of tabs, slots, inserts, letters | Loose joints or parts that do not assemble |
| Air assist | Low to moderate for many acrylic cuts | Flame suppression and residue behavior | Frosted edge, flame marks, smoke staining |
| Exhaust | Dedicated extraction, preferably verified by smoke test | Fume removal and edge cleanliness | Odor, residue, operator complaints |
| Focus position | Surface to slightly below surface | Edge shape and energy density | Wide kerf or angled edge |
The table is not a recipe. It is a warning label.
For parameter work, link readers to Bogong’s practical guide on best laser settings for cutting acrylic without burning, because no responsible manufacturer should publish one “perfect” speed-power number and pretend it covers every tube, lens, bed, sheet brand, color, humidity level, and exhaust setup.
The Safety Conversation Most Sales Pages Avoid
Here is the hard truth: acrylic laser cutting is not unsafe by default, but lazy fume control is unsafe by design.
The U.S. Occupational Safety and Health Administration states in its OSHA Technical Manual on laser hazards that adequate ventilation should reduce potentially hazardous fumes and vapors from laser cutting and related interactions below applicable exposure limits. That matters because PMMA does not simply disappear when cut. It becomes a plume.
Carnegie Mellon University’s 2024 Laser Cutter Safety Guideline is even more blunt in shop-language terms: laser cutters should be used only in areas with dedicated exhaust or appropriate filtration, and its emissions table lists polymethylmethacrylate outputs including MMA, ethyl acrylate, acetone, formaldehyde, phenol, and PAHs.
That should stop the “it only smells sweet” nonsense.
A 2023 study in ACS Chemical Health & Safety on emissions from carbon dioxide laser cutting acrylic sheets examined particulate and gaseous emissions during acrylic laser cutting, which is exactly the kind of research manufacturers should read before treating fume extraction as an optional add-on. And the U.S. Bureau of Labor Statistics’ 2023–2024 employer-reported injury and illness data reported 2.5 million nonfatal private-industry workplace injury and illness cases in 2024, down 3.1% from 2023, a useful reminder that better safety numbers do not excuse weak shop controls.
I do not trust any acrylic panel supplier who cannot answer four questions without improvising:
What exhaust system is used?
A shop should know whether fumes go outdoors, through approved filtration, or through a mixed setup. “We have a fan” is not an answer.
What materials are banned?
PVC is the classic red flag because chlorine-containing materials can produce corrosive and toxic byproducts. Polycarbonate, ABS, unknown composite plastics, and coated sheets deserve caution too.
Who verifies cut settings?
If the operator “just knows,” the process is tribal memory, not manufacturing.
How is finished quality inspected?
Panels should be checked for edge gloss, taper, micro-cracks, odor, masking burn, fit tolerance, and surface contamination before packing.
Laser Cutting vs CNC Routing: The Manufacturing Choice Nobody Should Oversimplify
Laser cutting is better for fine internal details, glossy edges, tight decorative work, acrylic letters, display parts, and thin-to-medium PMMA panels. CNC routing is better when the shop needs thicker stock, bevels, countersinks, mechanical pocketing, or edge geometry that a thermal process cannot produce cleanly.
That is the practical split.
For buyers comparing the two processes, Bogong’s comparison of laser cutting vs CNC routing for acrylic materials is a useful supporting link because the decision is rarely “laser good, router bad.” The real decision is edge requirement, thickness, tolerance, production volume, finishing labor, and whether heat-affected edges are acceptable.
| Method | Best Use Case | Strength | Weakness | My Manufacturing Verdict |
|---|---|---|---|---|
| CO2 acrylic laser cutting | Signage, displays, panels, letters, templates, decorative PMMA | Glossy edge potential, fine geometry, no tool wear | Fumes, heat effects, thickness limits | Best for precision acrylic panel production when exhaust and settings are controlled |
| CNC routing | Thick acrylic, machined features, bevels, mechanical assemblies | Strong on heavy stock and 3D edge work | Tool marks, chips, polishing labor | Better for structural or thick acrylic parts |
| Saw cutting | Straight cuts, bulk sizing | Fast and cheap | Poor detail, rougher edge | Useful before finishing, weak for complex panels |
| Flame polishing after cutting | Edge finishing | High-gloss look | Stress risk if abused | Fine as a finishing step, not a rescue plan for bad cutting |

What the Best Acrylic for Laser Cutting Really Means
The best acrylic for laser cutting is the sheet that matches the final function, optical expectation, thickness, and production tolerance, not simply the clearest or cheapest PMMA available.
For decorative panels, cast acrylic often wins. For cost-sensitive flat panels, extruded acrylic may make sense. For illuminated signage, diffusion grade matters more than raw transparency. For protective covers, impact and cleaning requirements enter the decision. For retail displays, scratch visibility and edge appearance can decide whether the panel looks premium or disposable.
This is where inexperienced buyers get trapped: they approve a sample made from one sheet and order production from another. Then the panel edge changes, the smell changes, the protective film burns differently, and the vendor acts surprised.
We are not surprised.
Acrylic sheet laser cutting should be validated with the exact sheet brand, thickness, color, masking, and batch whenever the job has a visible edge or tight assembly fit. If the final product includes engraving, Bogong’s resource on laser engraving machine for acrylic is a smart internal companion link because engraving contrast and cutting quality often live in the same production workflow but require different settings logic.
How Manufacturers Control Quality in Custom Acrylic Panel Fabrication
Good shops measure more than dimensions.
They inspect the edge. They smell the part. They peel masking at random. They check small holes for heat distortion. They test assembled tabs. They reject panels with internal stress marks because those marks often turn into cracks after shipping, cleaning, or bonding.
Here is the QC stack I would expect from a credible manufacturer:
Incoming Material Control
The shop records sheet thickness, batch identity, masking condition, surface defects, and whether the acrylic is cast or extruded. For precision assemblies, even a 0.2 mm thickness shift can damage fit.
Cut File Discipline
The CAD file should include kerf compensation, minimum bridge widths, inside-corner expectations, hole spacing, and nesting logic. Bad nesting saves sheet cost and creates heat buildup. That is false economy.
Test Cut Before Production
A 20 mm square, a 5 mm slot, a small circle, and one tight internal corner can reveal more than a full decorative sample. I like ugly test coupons because they tell the truth quickly.
Edge and Surface Inspection
A clean acrylic laser cutting result should not have brown edge staining, milky haze, soot trapped under masking, re-welded residue, or sharp melted ridges.
Packing Control
Acrylic panels scratch if packed like sheet metal. Protective film, corner protection, anti-rub layers, and humidity-aware packaging are not luxuries when shipping polished PMMA parts.
FAQs
What is acrylic laser cutting?
Acrylic laser cutting is a manufacturing process that uses a focused CO2 laser beam, usually near 10.6 µm wavelength, to heat, melt, vaporize, and separate PMMA acrylic sheets along a programmed toolpath, producing panels, letters, displays, guards, signs, and decorative parts with fine geometry and potentially polished edges.
In real production, the quality depends on power, speed, focus, air assist, exhaust strength, sheet type, masking, and operator discipline. The laser does not “slice” acrylic like a blade. It creates a controlled thermal path, and the manufacturer must manage the heat and vapor that come with it.
How are acrylic panels made with laser cutting?
Acrylic panels are made with laser cutting by selecting the correct PMMA sheet, preparing a CAD or vector file, nesting parts efficiently, setting CO2 laser parameters, cutting the sheet under controlled airflow, inspecting the edges, and then cleaning, assembling, printing, bonding, or packing the finished panel for its intended use.
The best manufacturers test the exact material before full production. They do not rely on generic charts. A 3 mm clear cast acrylic panel, a 5 mm frosted diffuser, and an 8 mm colored display panel can behave differently even on the same machine.
What is the best acrylic for laser cutting?
The best acrylic for laser cutting is usually cast PMMA when edge clarity, engraving contrast, and premium visual quality matter, while extruded PMMA can be better for lower-cost flat panels where speed and budget matter more than engraving appearance or perfect edge behavior.
That said, there is no universal winner. The right sheet depends on thickness, color, surface finish, masking, lighting conditions, bonding requirements, and whether the panel will be viewed up close. A serious shop validates the actual sheet before production.
Is plexiglass laser cutting the same as acrylic laser cutting?
Plexiglass laser cutting is generally the same process as acrylic laser cutting because Plexiglas is a well-known brand name for PMMA acrylic sheet, though buyers often use “plexiglass” casually to describe many clear plastic sheets that may not all be safe or suitable for laser cutting.
This distinction matters. PMMA acrylic is commonly laser cut with CO2 systems. Unknown plastics, PVC, polycarbonate, coated composites, and mixed plastic sheets can create poor edges, fumes, machine contamination, or safety problems. Manufacturers should verify the material before cutting.
How do manufacturers prevent burning when laser cutting acrylic panels?
Manufacturers prevent burning when laser cutting acrylic panels by balancing laser power, travel speed, focus height, air assist, exhaust flow, bed support, and masking condition so the PMMA separates cleanly without excessive heat soak, flame marks, trapped smoke, or molten residue sticking to the cut edge.
The most common mistake is slowing down too much. Slow settings can overheat the acrylic, widen the kerf, and brown the edge. Strong exhaust usually matters more than aggressive air assist when the goal is a clean, glossy acrylic edge.
Can acrylic laser cutting produce polished edges?
Acrylic laser cutting can produce polished-looking edges when the CO2 laser energy, focus, speed, and airflow are tuned so the PMMA edge melts and re-solidifies smoothly without smoke staining, bubbling, whitening, flame marks, or residue contamination from poor exhaust or dirty optics.
But this is not automatic. Thick acrylic, poor masking, excessive heat, weak extraction, and low-quality sheet can all ruin the edge. A polished-looking laser edge is a process outcome, not a guaranteed machine feature.
Your Next Step: Stop Buying Panels Blind
If you are sourcing laser cut acrylic panels, ask for the sheet type, laser type, thickness tolerance, fume-control method, edge-quality standard, and test-cut policy before you approve production.
And if you are choosing equipment for custom acrylic panel fabrication, start with a real CO2 acrylic workflow, not a wattage fantasy. Review Bogong Laser’s laser cutting machine for acrylic, compare it against your thickest sheet, smallest internal detail, expected edge finish, and ventilation plan, then request a test cut using your actual PMMA material.
That one test will tell you more than ten polished sales brochures.



{kind=link}
Hot Click
Contact Us
Application
©Copyright [bogonglaser.com]. BOGONG Laser Machine Supplier All Rights Reserved.