-
Shunhua Road, Jinan City, Shandong
How Laser Cutting Produces Polished Acrylic Edges
Laser cutting acrylic does not “slice” plastic. It locally melts and vaporizes PMMA, then lets the edge reflow into a glossy surface. That polished finish depends on wavelength, sheet chemistry, focus, air assist, exhaust, speed, wattage, and operator discipline.
The Pretty Edge Is Actually a Controlled Thermal Failure
Laser cutting acrylic looks clean because the process is violent in a very narrow zone.
Smoke tells truth.
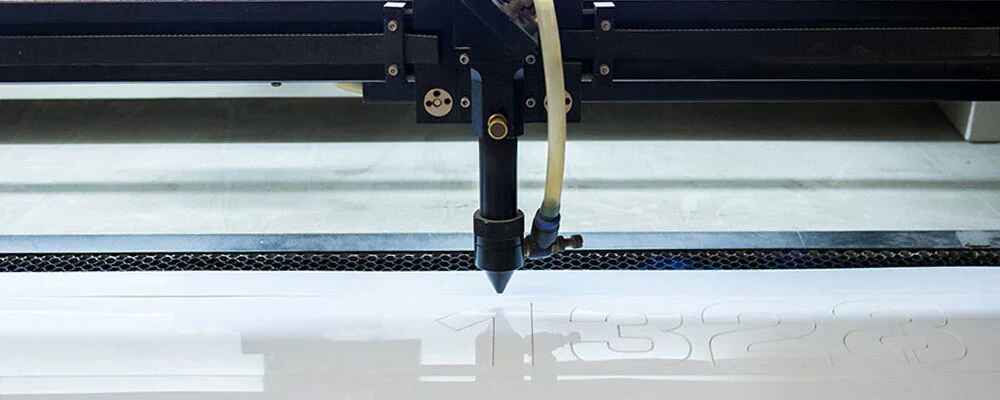
A CO2 laser does not behave like a saw, router, or knife; it throws a 10.6 µm infrared beam into PMMA, forces the polymer into a fast melt-vapor transition, opens a kerf, and leaves behind a hot edge that briefly reflows before cooling into that glossy, flame-polished look people pay extra for.
So why do so many shops still talk about it like decoration?
The short answer: polished acrylic edges happen when heat input, beam focus, sheet type, travel speed, exhaust, and air assist land inside a narrow process window. The long answer is less romantic. The polished edge is not “free.” It is the visible remainder of chemistry, heat transfer, vapor evacuation, and operator judgment.
That is why I treat laser cutting acrylic machines as process equipment, not just production hardware. Bogong Laser’s acrylic machine page correctly frames the benefit: focused laser energy vaporizes acrylic and avoids the nicks and cracks common with mechanical cutting. But the hidden variable is discipline. A machine can produce a jewelry-grade edge on Monday and a smoked, bubbled, rejected edge on Tuesday if the operator changes material, lens cleanliness, exhaust flow, or speed without testing.
PMMA is not mysterious. It has a chemical identity: poly(methyl methacrylate), often written as [CH2C(CH3)(CO2CH3)]n, CAS 9011-14-7. Sigma-Aldrich lists PMMA under the synonym poly(methacrylic acid methyl ester), which matters because this is not a generic “plastic” conversation; it is a polymer-specific thermal process with polymer-specific fumes, melting behavior, and optical expectations.

Table of Contents
Why CO2 Laser Cutting Acrylic Creates a Glossy Edge
The polished acrylic edge comes from a tiny sequence of events: absorption, heating, melting, vaporization, edge reflow, and solidification.
Here is the part most sales brochures flatten: CO2 laser cutting acrylic works because PMMA absorbs infrared energy well enough for the surface and near-kerf material to heat rapidly. A 2024 ScienceDirect paper on CO2 laser micro-milling of PMMA notes that a 10.6 µm CO2 laser is commonly used for thermoplastic cutting and that process variables such as power, scanning speed, assist gas, number of passes, stand-off distance, wavelength, and absorptivity affect cutting efficiency. That is the machinery behind the glossy edge, not magic.
The melt zone is thin. The timing is brutal. If energy density is too low, the edge turns frosty, striated, or incomplete. If energy density is too high, the edge bubbles, flames, browns, or widens. The “perfect” edge lives between those two failures.
For production buyers, I would not start with maximum wattage. I would start with sheet thickness, target edge clarity, tolerance, smell control, nesting density, and expected daily throughput. Only then would I compare a CO2 laser cutting machine for acrylic and non-metal materials, because Bogong’s CO2 page is clear that its CO2 cutters are intended for engraving and cutting acrylic, thin wood, and similar materials.
The Real Mechanism, Step by Step
- The CO2 beam focuses into a small spot, often through a 2.0-inch or 2.5-inch lens.
- PMMA absorbs the infrared energy near the surface.
- The polymer heats past softening, then melting, then vaporization.
- Vapor pressure and assist airflow clear the kerf.
- The exposed edge remains briefly molten.
- Surface tension smooths that molten edge.
- The edge cools into a transparent, polished face.
That last part is why laser cut acrylic polished edges look different from routed acrylic. Routing tears and cuts. Laser cutting acrylic melts and re-forms. In a good cut, the edge is not simply “smooth.” It is thermally polished.
But there is a hard truth here: the same heat that creates the polish also creates the defect.
Cast Acrylic, Extruded Acrylic, and the Lie of “Same Material”
Cast acrylic and extruded acrylic are both PMMA, but they do not behave identically under a laser.
Cast acrylic usually gives a cleaner, more premium-looking edge, especially for signage, awards, display stands, illuminated letters, and thick decorative parts. Extruded acrylic can cut fast and economically, but it tends to melt more aggressively and can leave a slightly different edge profile. I have seen quoting mistakes happen because a buyer asked for “acrylic” and the supplier priced extruded sheet while the sample was made from cast sheet. That is not a small detail. That is how margins leak.
If the job is signage, retail display, architectural branding, trophies, or light-guide decoration, I would anchor the production discussion around laser cutting acrylic for signage manufacturing. The signage use case is where polished edge quality stops being cosmetic and starts being commercial: customers notice haze, flame marks, and corner whitening immediately.
| Factor | Cast Acrylic | Extruded Acrylic | Why It Matters for Polished Edges |
|---|---|---|---|
| Typical edge clarity after CO2 laser cutting | Higher | Good but more variable | Cast sheet often produces a cleaner flame-polished acrylic edge |
| Melting behavior | More stable | Softer, more melt-prone | Extruded sheet can form more bead, residue, or edge rounding |
| Engraving appearance | Frosted white contrast | Often clearer engraving | Cast acrylic is usually better for awards and signage contrast |
| Thickness consistency | Slightly variable | More uniform | Uniform thickness helps predictable focus and speed |
| Best use case | Premium signage, awards, displays | Cost-sensitive production, simple parts | Material choice should match visual tolerance, not just price |
The table is blunt because the market is blunt. If the buyer wants optical polish and the shop chooses the cheapest sheet, the machine gets blamed for a material decision.

The Settings Myth: There Is No Universal “Best Laser Settings for Acrylic”
The internet loves one-size-fits-all settings charts. I do not.
Settings are receipts.
A 60W CO2 laser cutting 3 mm cast acrylic might produce a polished edge at one speed with one lens, one exhaust setup, one compressor, one bed style, and one sheet brand. Move that same file to a 100W machine, a dirty lens, a honeycomb bed full of residue, weak exhaust, or bargain extruded sheet, and the edge changes. Sometimes slightly. Sometimes disastrously.
Bogong’s own article on best laser settings for cutting acrylic without burning makes the right point: 60W–80W is a practical range for 2–5 mm cast acrylic, while 100W–150W is better suited to thicker sheets or batch production, with higher wattage increasing throughput but also burn risk. That is the correct framing: settings are starting data, not scripture.
A Practical Starting Matrix for CO2 Laser Cutting Acrylic
| Acrylic Thickness | Common CO2 Power Class | Edge Goal | Operator Bias |
|---|---|---|---|
| 2 mm | 40W–60W | Clear, narrow kerf | Faster speed, low flame risk |
| 3 mm | 60W–80W | Glossy polished edge | Balanced speed and power |
| 5 mm | 80W–100W | Clear edge with stable kerf | Slower speed, stronger exhaust |
| 8–10 mm | 100W–150W | Thick polished edge | Multiple tests, focus discipline |
| 15–30 mm | 150W+ industrial CO2 | Heavy acrylic fabrication | High extraction, fire control, premium optics |
Luxinar’s acrylic cutting note says CO2 laser sources at 10.6 µm, 10.25 µm, and 9.3 µm, with powers from 125W to 1000W, can vaporize acrylic and cut thicknesses up to 30 mm while leaving clean, sharp, flame-polished edges. I like that data point because it separates hobby assumptions from industrial reality: thick acrylic polishing is not only about wattage; it is about stable beam delivery and controlled vapor removal.
Fumes, Methyl Methacrylate, and the Safety Conversation Shops Avoid
Here is the uncomfortable part: the sweet smell of laser cutting acrylic is not proof of quality. It is chemistry leaving the sheet.
OSHA lists methyl methacrylate as CAS 80-62-6, formula C5H8O2, a colorless liquid with an acrid, fruity odor, and an OSHA PEL-TWA of 100 ppm, equal to 410 mg/m³. NIOSH also lists exposure routes including inhalation, skin contact, eye contact, and ingestion, with symptoms including irritation of the eyes, skin, nose, and throat. If a shop is cutting PMMA all day, “open a window” is not a control plan. It is a confession.
A 2023 ACS Chemical Health & Safety study, Characterization of Emissions from Carbon Dioxide Laser Cutting Acrylic Sheets, specifically investigated particulate and gaseous emissions from CO2 laser cutting acrylic sheets. That matters because polished edges are not only a quality topic; they are an indoor-air topic, a filtration topic, and sometimes a compliance topic.
My unpopular opinion: the exhaust system is part of the edge-finishing system. Weak extraction lets vapor hang around the kerf, recondense on the sheet, stain the edge, and increase odor. Strong extraction removes vapor fast enough to protect both finish and lungs. Buyers obsess over laser tubes because tubes are easy to photograph. They ignore ducting because ducting looks boring. Boring is where the profit is.
For broader plastic work, a laser cutting machine for plastic should never be treated as a universal permission slip. Acrylic, PET, ABS, polycarbonate, and PVC do not share the same fume profile. PVC, in particular, is a red-line material for many laser shops because chlorine chemistry can damage equipment and endanger workers. Acrylic is workable. That does not make it casual.
What Ruins Laser Cut Acrylic Polished Edges
Bad edges usually have fingerprints. Not literal ones, although those matter too.
Dirty Optics
A contaminated lens widens the beam, changes focal behavior, and throws heat where it does not belong. The result: wider kerf, haze, more residue, and inconsistent polish.
Wrong Focus
If the focal point sits too high or too low, the kerf geometry changes. On thin acrylic, the defect may be subtle. On 8 mm or 10 mm acrylic, it becomes obvious: taper, roughness, lower-edge frosting, or flame marks.
Excessive Air Assist
More air is not always better. Strong air assist can suppress flame and clear vapor, but too much airflow cools the edge before it reflows into that glossy finish. For polished acrylic edges, many operators use gentler air than they would for wood.
Weak Exhaust
Weak exhaust is the silent killer. It traps vapor, feeds staining, increases odor, and makes repeatability worse.
Cheap or Unknown Sheet Stock
Material traceability matters. PMMA grade, additives, protective film, thickness tolerance, moisture, and storage history can all shift the cut.
Overpowered Cutting
Power sells. Control pays.
When power is too high for the speed, the edge does not get “more polished.” It gets overheated. You see bubbling, rounded corners, wider kerf, smoke deposits, and sometimes micro-cracks after cooling.
The Market Reason This Edge Quality Matters
Laser cutting acrylic is not a niche craft anymore. It is tied to signage, retail displays, lighting, electronics, automotive trim, construction, architectural models, protective panels, and custom fabrication.
MarketsandMarkets valued the global PMMA market at USD 5.1 billion in 2024 and projected it to reach USD 6.1 billion by 2029, with a 3.4% CAGR from 2024 to 2029. The same report identifies signs and displays, construction, automotive, lighting fixtures, and electronics as PMMA end-use industries. Translation: polished acrylic edges are not just a maker-space trick. They sit inside a multi-billion-dollar materials supply chain.
That is why manufacturers should stop asking only, “Can the laser cut acrylic?” The better question is: “Can this system repeatedly produce sellable polished edges at our thickness, volume, tolerance, and air-quality requirement?”
For factories moving beyond sample work, the internal path I would use is simple: evaluate acrylic-focused laser cutting equipment, compare the CO2 laser cutter platform, then use real production variables from the acrylic cutting settings guide before requesting machine advice. Do not buy the fantasy. Buy the process.

FAQs
How does laser cutting create polished acrylic edges?
Laser cutting creates polished acrylic edges by focusing CO2 laser energy into PMMA, where heat rapidly melts and vaporizes the material along the cut path; the exposed edge briefly stays molten, surface tension smooths it, and controlled cooling leaves a transparent, flame-polished finish when speed, focus, power, air assist, and exhaust are balanced.
The key is not just heat. It is controlled heat. Too little energy leaves a rough or frosted edge. Too much energy creates bubbles, smoke stains, flame marks, and distortion. The polished look comes from a narrow operating window.
What is the best laser for cutting acrylic?
The best laser for cutting acrylic is usually a CO2 laser because PMMA absorbs the 10.6 µm infrared wavelength efficiently, allowing the beam to melt and vaporize acrylic cleanly while producing smooth, glossy edges that often require no sanding, routing, buffing, or separate flame polishing after cutting.
Fiber lasers are excellent for metals, but transparent acrylic is normally a CO2 job. For commercial acrylic sheets, signage, awards, display stands, and decorative PMMA components, a CO2 laser cutting acrylic setup is the practical industrial default.
Can laser cutting acrylic replace flame polishing?
Laser cutting acrylic can replace separate flame polishing when the machine settings, material grade, lens focus, airflow, and exhaust are tuned well enough to let the laser-cut edge reflow into a glossy finish during cutting, eliminating the need for a secondary polishing pass on many signage and display parts.
But this is not automatic. Thick acrylic, stressed material, dirty optics, wrong speed, and weak exhaust can still require post-processing. A good laser edge can look flame-polished. A bad laser edge looks like a production shortcut.
Are laser cut acrylic fumes dangerous?
Laser cut acrylic fumes can be harmful because PMMA cutting can release methyl methacrylate vapor and fine particulate emissions, which may irritate the eyes, skin, nose, throat, and respiratory system; professional shops should use proper exhaust, filtration, ventilation checks, and material controls rather than relying on smell as a safety guide.
Acrylic is widely cut with CO2 lasers, but that does not remove the need for exposure control. The sweet odor is a warning sign, not a quality badge. Exhaust design belongs in the machine-buying conversation from day one.
What causes cloudy or burned acrylic edges?
Cloudy or burned acrylic edges are usually caused by excess heat, poor focus, incorrect speed, dirty optics, weak exhaust, unsuitable air assist, low-quality sheet material, or residue recondensing in the kerf before the edge cools, which interrupts the smooth reflow needed for a clean polished acrylic finish.
The fix is methodical testing. Change one variable at a time: speed, power, focus, air, exhaust, lens condition, material type, and protective film. Random settings changes create random edges.
Final Thoughts: Test the Edge Before You Trust the Quote
Laser cutting acrylic is not about making plastic look expensive. It is about controlling PMMA under heat.
The polished edge is evidence. It tells you whether the laser wavelength, wattage, speed, focus, sheet stock, air assist, and exhaust are working together or fighting each other. A clean edge says the process is under control. A smoky edge says someone is guessing.
So do this before buying, quoting, or scaling production: cut test samples in your real acrylic thickness, inspect the top edge, bottom edge, corners, inner holes, smell level, residue, kerf width, and repeatability over multiple sheets. Then document the settings.
If your shop needs repeatable laser cut acrylic polished edges for signage, displays, awards, lighting parts, or PMMA production runs, start with Bogong Laser’s laser cutting machine for acrylic and CO2 laser cutting machine pages, then contact the team with your sheet thickness, monthly volume, edge-quality target, and sample drawing so the recommendation is based on production reality—not brochure optimism.



{kind=link}
Hot Click
Contact Us
Application
©Copyright [bogonglaser.com]. BOGONG Laser Machine Supplier All Rights Reserved.