Jak laserové řezání vytváří leštěné akrylové hrany
Řezání akrylátu laserem neznamená “řezání” plastu. Lokálně roztaví a odpaří PMMA a poté nechá hranu přetavit do lesklého povrchu. Tento lesklý povrch závisí na vlnové délce, chemickém složení plechu, zaostření, asistenci vzduchu, odsávání, rychlosti, výkonu a disciplíně obsluhy.
Hezká hrana je ve skutečnosti řízená tepelná porucha
Laserové řezání akrylátu vypadá čistě, protože proces je násilný ve velmi úzké zóně.
Kouř říká pravdu.
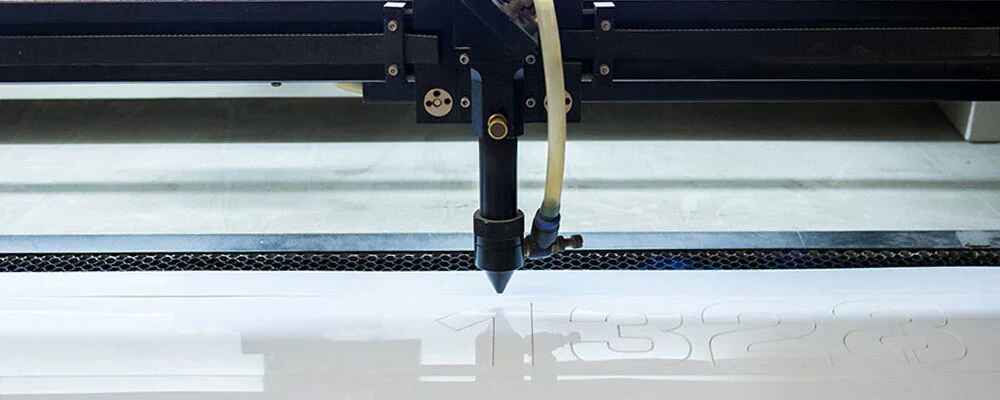
Laser CO2 se nechová jako pila, fréza nebo nůž; vrhá infračervený paprsek o průměru 10,6 µm do PMMA, nutí polymer k rychlému přechodu taveniny v páru, otevírá prořez a zanechává za sebou horkou hranu, která se krátce rozteče, než vychladne do lesklého, plamenem vyleštěného vzhledu, za který si lidé připlácejí.
Proč o něm tedy tolik obchodů stále mluví jako o dekoraci?
Krátká odpověď: leštěné akrylátové hrany vznikají, když se přívod tepla, zaměření paprsku, typ plechu, rychlost pohybu, výfuk a asistence vzduchu dostanou do úzkého procesního okna. Dlouhá odpověď je méně romantická. Leštěná hrana není “zadarmo”. Je to viditelný zbytek chemie, přenosu tepla, odvádění par a úsudku obsluhy.
Proto se chovám laserové řezací stroje na akryl jako procesní zařízení, nikoliv pouze výrobní hardware. Stránka stroje na akryl společnosti Bogong Laser správně popisuje výhodu: soustředěná laserová energie odpařuje akryl a zabraňuje vzniku škrábanců a prasklin, které jsou běžné při mechanickém řezání. Skrytou proměnnou je však disciplína. Stroj může v pondělí vyrobit hranu jako šperk a v úterý hranu s kouřem, bublinami a zmetky, pokud obsluha bez testování změní materiál, čistotu čoček, průtok výfukových plynů nebo rychlost.
PMMA není záhadný. Jeho chemická identita je: poly(methylmetakrylát), často psaný jako [CH2C(CH3)(CO2CH3)]n, CAS 9011-14-7. Sigma-Aldrich uvádí PMMA pod synonymem poly(methylester kyseliny metakrylové), což je důležité, protože se nejedná o obecný “plastový” rozhovor; jde o specifický tepelný proces s polymerními výpary, chováním při tání a optickými očekáváními.

Obsah
Proč řezání akrylátu laserem CO2 vytváří lesklé hrany
Leštěná akrylová hrana vzniká v důsledku malého sledu událostí: absorpce, zahřívání, tavení, odpařování, přetavení hrany a tuhnutí.
Zde je část, kterou většina prodejních brožur zplošťuje: Řezání akrylátu laserem CO2 funguje, protože PMMA absorbuje infračervenou energii dostatečně dobře na to, aby se povrch a materiál v blízkosti jádra rychle zahřály. V článku z roku 2024 na ScienceDirect o mikrofrézování PMMA laserem CO2 se uvádí, že pro řezání termoplastů se běžně používá laser CO2 s vlnovou délkou 10,6 µm a že procesní proměnné, jako je výkon, rychlost skenování, pomocný plyn, počet průchodů, vzdálenost mezi jednotlivými místy, vlnová délka a absorpční schopnost, ovlivňují účinnost řezání. To je strojní zařízení, které stojí za lesklou hranou, nikoliv magie.
Zóna tání je tenká. Načasování je brutální. Pokud je hustota energie příliš nízká, okraj se změní na zmrzlý, pruhovaný nebo neúplný. Pokud je hustota energie příliš vysoká, okraj bublá, hoří, hnědne nebo se rozšiřuje. “Dokonalá” hrana žije mezi těmito dvěma selháními.
Pro výrobní zákazníky bych nezačínal s maximálním výkonem. Začal bych tloušťkou plechu, cílovou čistotou hran, tolerancí, kontrolou zápachu, hustotou hnízdění a očekávaným denním výkonem. Teprve potom bych porovnal Laserový řezací stroj CO2 pro řezání akrylu a nekovových materiálů, protože na stránce společnosti Bogong věnované CO2 je jasně uvedeno, že její řezačky CO2 jsou určeny k gravírování a řezání akrylu, tenkého dřeva a podobných materiálů.
Skutečný mechanismus, krok za krokem
- Paprsek CO2 se soustředí do malého bodu, často přes 2,0" nebo 2,5" čočku.
- PMMA absorbuje infračervenou energii v blízkosti povrchu.
- Polymer se zahřívá až do změknutí, pak se taví a nakonec se odpařuje.
- Tlak par a pomocné proudění vzduchu vyčistí prořez.
- Odkrytý okraj zůstane krátce roztavený.
- Povrchové napětí vyhlazuje roztavený okraj.
- Okraj se ochladí do průhledné, vyleštěné plochy.
Poslední část je důvodem, proč laserem řezané akrylátové leštěné hrany vypadají jinak než frézovaný akrylát. Frézování trhá a řeže. Laserem řezaný akrylát se taví a znovu formuje. Při dobrém řezání není hrana jednoduše “hladká”. Je tepelně vyleštěná.
Je zde však tvrdá pravda: stejný žár, který vytváří lesk, vytváří také vadu.
Litý akrylát, extrudovaný akrylát a lež o “stejném materiálu”
Litý akrylát i extrudovaný akrylát jsou z PMMA, ale pod laserem se nechovají stejně.
Litý akrylát obvykle poskytuje čistší, prémiověji vypadající hrany, zejména pro nápisy, ocenění, stojany, osvětlená písmena a silné dekorativní díly. Extrudovaný akrylát lze řezat rychle a úsporně, ale má tendenci se agresivněji tavit a může zanechávat mírně odlišný profil hrany. Zažil jsem chyby v kótování, protože kupující požadoval “akryl” a dodavatel nacenil extrudovaný plech, zatímco vzorek byl vyroben z litého plechu. To není malý detail. Takto vznikají marže.
Pokud se jedná o nápisy, maloobchodní expozice, architektonické značky, trofeje nebo světelnou výzdobu, zaměřil bych se při diskusi o výrobě na následující témata. laserové řezání akrylu pro výrobu značení. V případě použití pro nápisy přestává být kvalita leštěných hran kosmetická a začíná být komerční: zákazníci si okamžitě všimnou mlhy, stop po plamenech a bělení rohů.
| Faktor | Litý akrylát | Extrudovaný akrylát | Proč je to důležité pro leštěné hrany |
|---|---|---|---|
| Typická čistota hran po řezání laserem CO2 | Vyšší | Dobrý, ale více variabilní | Litý plech často vytváří čistší akrylový okraj leštěný plamenem. |
| Chování při tání | Stabilnější | Měkčí, náchylnější k tání | Extrudovaný plech může tvořit více kuliček, zbytků nebo zaoblení hran. |
| Vzhled gravírování | Matný bílý kontrast | Často jasnější rytina | Litý akrylát je obvykle vhodnější pro ocenění a kontrastní značení. |
| Konzistence tloušťky | Mírně variabilní | Více jednotný | Rovnoměrná tloušťka pomáhá předvídatelnému zaměření a rychlosti |
| Nejlepší případ použití | Prémiové značení, ocenění, displeje | Výroba citlivá na náklady, jednoduché díly | Výběr materiálu by měl odpovídat vizuální toleranci, nejen ceně. |
Tabulka je tupá, protože trh je tupý. Pokud chce kupující optický lesk a obchod si vybere nejlevnější plech, je stroj obviňován z rozhodnutí o materiálu.

Mýtus o nastavení: Neexistuje žádné univerzální “nejlepší nastavení laseru pro akryl”
Internet miluje univerzální tabulky nastavení. Já ne.
Nastavení jsou účtenky.
60W laser CO2, který řeže 3mm litý akrylát, může vytvořit leštěnou hranu při jedné rychlosti s jednou čočkou, jedním výfukovým zařízením, jedním kompresorem, jedním typem lůžka a jednou značkou plechu. Přesuňte tentýž soubor na 100W stroj, špinavou čočku, voštinové lůžko plné zbytků, slabý výfuk nebo výhodně extrudovaný plech a hrana se změní. Někdy nepatrně. Někdy katastrofálně.
Bogongův vlastní článek o nejlepší nastavení laseru pro řezání akrylu bez vypalování má pravdu: 60W-80W je praktický rozsah pro 2-5 mm litý akrylát, zatímco 100W-150W je vhodnější pro silnější desky nebo sériovou výrobu, přičemž vyšší výkon zvyšuje výkon, ale také riziko spálení. To je správné zarámování: nastavení jsou výchozí údaje, ne písmo.
Praktická výchozí matice pro řezání akrylu laserem CO2
| Tloušťka akrylu | Běžná třída výkonu CO2 | Cíl na hraně | Předpojatost operátora |
|---|---|---|---|
| 2 mm | 40W-60W | Čirý, úzký okraj | Vyšší rychlost, nízké riziko vzplanutí |
| 3 mm | 60W-80W | Lesklý leštěný okraj | Vyvážená rychlost a výkon |
| 5 mm | 80W-100W | Čirá hrana se stabilním okrajem | Nižší rychlost, silnější výfuk |
| 8-10 mm | 100W-150W | Silný leštěný okraj | Vícenásobné testy, soustředěná disciplína |
| 15-30 mm | 150W+ průmyslový CO2 | Těžká akrylová výroba | Vysoká extrakce, řízení palby, špičková optika |
V poznámce k řezání akrylátu společnost Luxinar uvádí, že laserové zdroje CO2 s vlnovou délkou 10,6 µm, 10,25 µm a 9,3 µm s výkonem od 125 W do 1000 W mohou odpařovat akrylát a řezat tloušťku až 30 mm, přičemž zanechávají čisté, ostré a plamenem vyleštěné hrany. Tento údaj se mi líbí, protože odděluje hobby předpoklady od průmyslové reality: leštění tlustého akrylátu není jen o výkonu, ale o stabilním přenosu paprsku a kontrolovaném odstraňování par.
Výpary, methylmetakrylát a bezpečnostní konverzace, které se obchody vyhýbají
Tady je ta nepříjemná část: sladká vůně laserového řezání akrylátu není důkazem kvality. Je to chemie, která opouští plech.
Agentura OSHA uvádí methylmetakrylát jako CAS 80-62-6, vzorec C5H8O2, bezbarvou kapalinu s štiplavým ovocným zápachem a hodnotou PEL-TWA podle OSHA 100 ppm, což odpovídá 410 mg/m3. NIOSH rovněž uvádí cesty expozice včetně vdechnutí, kontaktu s kůží, očí a požití, přičemž příznaky zahrnují podráždění očí, kůže, nosu a hrdla. Pokud se v dílně celý den řeže PMMA, “otevřít okno” není kontrolní plán. Je to přiznání.
Studie ACS Chemical Health & Safety z roku 2023, Charakterizace emisí z laserového řezání akrylových desek oxidem uhličitým, konkrétně zkoumal emise částic a plynů z řezání akrylových desek laserem CO2. To je důležité, protože leštěné hrany nejsou jen tématem kvality, ale i tématem vnitřního ovzduší, filtrace a někdy i tématem dodržování předpisů.
Můj nepopulární názor: výfukový systém je součástí systému úpravy hran. Slabé odsávání umožňuje, aby se páry zdržovaly v okolí okraje, znovu kondenzovaly na plechu, znečišťovaly okraj a zvyšovaly zápach. Silné odsávání odstraňuje páry dostatečně rychle, aby chránilo povrch i plíce. Kupující jsou posedlí laserovými trubicemi, protože trubice se snadno fotografují. Kanálky ignorují, protože vypadají nudně. Nuda je tam, kde je zisk.
Pro širší plastické práce je laserový řezací stroj na plasty by nikdy neměla být považována za univerzální povolení. Akryl, PET, ABS, polykarbonát a PVC nemají stejný profil výparů. Zejména PVC je pro mnoho laserových dílen materiálem červené linie, protože chemie chlóru může poškodit zařízení a ohrozit pracovníky. Akryl je použitelný. To však neznamená, že je příležitostný.
Co ničí laserem řezané akrylové leštěné hrany
Na špatných hranách jsou obvykle otisky prstů. Ne doslovné, i když i na těch záleží.
Špinavá optika
Znečištěná čočka rozšiřuje paprsek, mění ohniskové chování a vrhá teplo tam, kam nepatří. Výsledek: širší záběr, mlha, více zbytků a nekonzistentní leštění.
Špatné zaměření
Pokud se ohnisko nachází příliš vysoko nebo příliš nízko, geometrie prořezu se změní. U tenkého akrylu může být vada nepatrná. U akrylu o tloušťce 8 mm nebo 10 mm je zřejmá: zúžení, drsnost, matování spodního okraje nebo stopy po plameni.
Nadměrný přívod vzduchu
Více vzduchu není vždy lepší. Silný proud vzduchu může potlačit plamen a vyčistit páru, ale příliš velký proud vzduchu ochladí okraj, než se znovu rozzáří do lesklého povrchu. Pro leštěné akrylátové hrany používá mnoho provozovatelů jemnější vzduch než pro dřevo.
Slabý výfuk
Slabý výfuk je tichý zabiják. Zachycuje výpary, přivádí skvrny, zvyšuje zápach a zhoršuje opakovatelnost.
Levné nebo neznámé plechy
Důležitá je sledovatelnost materiálu. Třída PMMA, přísady, ochranná fólie, tolerance tloušťky, vlhkost a historie skladování - to vše může ovlivnit kvalitu řezu.
Nadměrně výkonné řezání
Moc prodává. Kontrola se vyplácí.
Pokud je výkon příliš vysoký vzhledem k rychlosti, hrana se “neleští”. Přehřívá se. Po vychladnutí vidíte bublinky, zaoblené rohy, širší prořez, nánosy kouře a někdy i mikrotrhliny.
Tržní důvod, proč na kvalitě této hrany záleží
Řezání akrylu laserem už není jen výklenková záležitost. Je spojeno s nápisy, maloobchodními displeji, osvětlením, elektronikou, automobilovým obložením, stavebnictvím, architektonickými modely, ochrannými panely a zakázkovou výrobou.
Společnost MarketsandMarkets ocenila celosvětový trh s PMMA v roce 2024 na 5,1 miliardy USD a předpokládá, že do roku 2029 dosáhne 6,1 miliardy USD, přičemž v letech 2024-2029 dosáhne 3,4% CAGR. Stejná zpráva uvádí jako odvětví konečného použití PMMA značky a displeje, stavebnictví, automobilový průmysl, svítidla a elektroniku. V překladu: leštěné akrylátové hrany nejsou jen trikem pro tvůrce. Nacházejí se uvnitř mnohamiliardového dodavatelského řetězce materiálů.
Proto by se výrobci měli přestat ptát pouze: “Umí laser řezat akryl?” Lepší otázka zní: “Dokáže tento systém opakovaně vyrábět prodejné leštěné hrany při naší tloušťce, objemu, toleranci a požadavku na kvalitu vzduchu?”.”
Pro továrny, které se pohybují nad rámec vzorové práce, bych použil jednoduchou interní cestu: vyhodnotit laserové řezací zařízení zaměřené na akryl, porovnejte Platforma pro řezání laserem CO2, pak použijte reálné produkční proměnné z průvodce nastavením řezání akrylu než požádáte o radu ohledně stroje. Nekupujte fantazii. Kupte si proces.

Nejčastější dotazy
Jak se laserovým řezáním vytvářejí leštěné akrylátové hrany?
Laserové řezání vytváří leštěné akrylátové hrany soustředěním energie laseru CO2 do PMMA, kde teplo rychle roztaví a odpaří materiál podél dráhy řezu; obnažená hrana zůstane krátce roztavená, povrchové napětí ji vyhladí a řízené chlazení zanechá průhledný, plamenem vyleštěný povrch, pokud jsou rychlost, zaostření, výkon, pomocný vzduch a výfuk vyvážené.
Klíčem není jen teplo. Je to řízené teplo. Příliš málo energie zanechává drsné nebo matné hrany. Příliš mnoho energie vytváří bubliny, kouřové skvrny, stopy po plameni a deformace. Leštěný vzhled je výsledkem úzkého pracovního okna.
Jaký je nejlepší laser na řezání akrylu?
Nejlepším laserem pro řezání akrylátu je obvykle laser CO2, protože PMMA účinně absorbuje infračervenou vlnovou délku 10,6 µm, což umožňuje paprsku čistě roztavit a odpařit akryl a zároveň vytvořit hladké, lesklé hrany, které často nevyžadují broušení, frézování, leštění nebo samostatné leštění plamenem po řezání.
Vláknové lasery jsou vynikající pro kovy, ale průhledný akrylát je obvykle práce s CO2. Pro komerční akrylátové desky, nápisy, ocenění, stojany a dekorativní komponenty z PMMA je praktickým průmyslovým standardem sestava pro řezání akrylátu laserem CO2.
Může řezání akrylátu laserem nahradit leštění plamenem?
Laserové řezání akrylátu může nahradit samostatné leštění plamenem, pokud jsou nastavení stroje, třída materiálu, zaměření čočky, proudění vzduchu a výfuk dostatečně dobře vyladěny, aby se laserem řezaná hrana během řezání přetavila do lesklého povrchu, čímž se eliminuje potřeba sekundárního leštění u mnoha dílů pro značení a displeje.
To však není automatické. Silné akrylátové sklo, namáhaný materiál, špinavá optika, nesprávná rychlost a slabý výfuk mohou stále vyžadovat následné zpracování. Dobrá laserová hrana může vypadat jako vyleštěná plamenem. Špatná laserová hrana vypadá jako zkrácená výroba.
Jsou výpary z laserem řezaného akrylátu nebezpečné?
Laserem řezané akrylátové výpary mohou být škodlivé, protože při řezání PMMA se mohou uvolňovat methylmetakrylátové páry a emise jemných částic, které mohou dráždit oči, kůži, nos, hrdlo a dýchací cesty; profesionální dílny by měly používat správné odsávání, filtraci, kontrolu ventilace a kontrolu materiálu, a ne se spoléhat na čich jako na bezpečnostní vodítko.
Akrylát se běžně řeže pomocí CO2 laserů, ale to neznamená, že je nutné kontrolovat expozici. Sladký zápach je varovným znamením, nikoliv známkou kvality. Konstrukce výfuku patří do rozhovoru při koupi stroje od prvního dne.
Co způsobuje zakalené nebo vypálené akrylové hrany?
Zakalené nebo spálené akrylátové hrany jsou obvykle způsobeny nadměrným teplem, špatným zaostřením, nesprávnou rychlostí, znečištěnou optikou, slabým odsáváním, nevhodnou vzduchovou asistencí, nekvalitním materiálem z plechu nebo zbytky, které se znovu kondenzují v prořezu před ochlazením hrany, což přeruší hladké přetavení potřebné pro čistý leštěný akrylátový povrch.
Náprava spočívá v metodickém testování. Změňte postupně jednu proměnnou: rychlost, výkon, zaostření, vzduch, výfuk, stav objektivu, typ materiálu a ochrannou fólii. Náhodné změny nastavení vytvářejí náhodné okraje.
Závěrečné myšlenky: Vyzkoušejte si hranu, než uvěříte nabídce
Řezání akrylátu laserem není o tom, aby plast vypadal draze. Jde o ovládání PMMA za tepla.
Důkazem je vyleštěná hrana. Prozradí vám, zda vlnová délka laseru, výkon, rychlost, zaostření, plech, vzduchový asistent a výfuk spolupracují, nebo spolu bojují. Čistá hrana říká, že proces je pod kontrolou. Kouřová hrana říká, že někdo hádá.
Proto před nákupem, cenovou nabídkou nebo rozšířením výroby proveďte následující: vyřízněte zkušební vzorky v reálné tloušťce akrylu, zkontrolujte horní hranu, spodní hranu, rohy, vnitřní otvory, úroveň zápachu, zbytky, šířku prořezu a opakovatelnost na více listech. Poté nastavení zdokumentujte.
Pokud váš obchod potřebuje opakovatelné laserem řezané akrylátové leštěné hrany pro nápisy, displeje, ocenění, osvětlovací díly nebo výrobní série PMMA, začněte s laserem Bogong Laser. laserový řezací stroj na akryl a Laserový řezací stroj CO2 stránek, pak se obraťte na tým a uveďte tloušťku archu, měsíční objem, cílovou kvalitu hran a vzorový výkres, aby doporučení vycházela z reálné situace ve výrobě - nikoli z optimistických brožur.



{kind=link}
Horké kliknutí
Kontaktujte nás
Aplikace
©Copyright [bogonglaser.com]. BOGONG Laser Machine Supplier Všechna práva vyhrazena.