Come il taglio laser produce bordi acrilici lucidi
Il taglio laser dell'acrilico non “taglia” la plastica. Fonde e vaporizza localmente il PMMA, quindi lascia che il bordo rifluisca in una superficie lucida. La finitura lucida dipende dalla lunghezza d'onda, dalla chimica della lastra, dalla messa a fuoco, dall'assistenza dell'aria, dallo scarico, dalla velocità, dal wattaggio e dalla disciplina dell'operatore.
Il bordo grazioso è in realtà un guasto termico controllato
Il taglio laser dell'acrilico ha un aspetto pulito perché il processo è violento in una zona molto ristretta.
Il fumo dice la verità.
Il laser CO2 non si comporta come una sega, una fresa o un coltello; lancia un raggio infrarosso di 10,6 µm nel PMMA, costringe il polimero a una rapida transizione fusione-vapore, apre un taglio e lascia dietro di sé un bordo caldo che rifluisce brevemente prima di raffreddarsi in quell'aspetto lucido e lucidato a fiamma per cui si paga un extra.
Allora perché tanti negozi ne parlano ancora come di una decorazione?
La risposta breve: i bordi acrilici lucidi si ottengono quando l'apporto di calore, la focalizzazione del fascio, il tipo di lastra, la velocità di avanzamento, lo scarico e l'assistenza dell'aria rientrano in una stretta finestra di processo. La risposta lunga è meno romantica. Il bordo lucido non è “libero”. È il risultato visibile della chimica, del trasferimento di calore, dell'evacuazione del vapore e del giudizio dell'operatore.
Per questo motivo tratto macchine per il taglio laser dell'acrilico come attrezzatura di processo, non solo come hardware di produzione. La pagina della macchina per acrilico di Bogong Laser inquadra correttamente il vantaggio: l'energia laser focalizzata vaporizza l'acrilico ed evita le scalfitture e le crepe comuni al taglio meccanico. Ma la variabile nascosta è la disciplina. Una macchina può produrre un bordo di qualità per gioielli il lunedì e un bordo affumicato, pieno di bolle e rifiutato il martedì se l'operatore cambia il materiale, la pulizia delle lenti, il flusso di scarico o la velocità senza fare prove.
Il PMMA non è misterioso. Ha un'identità chimica: poli(metacrilato di metile), spesso scritto come [CH2C(CH3)(CO2CH3)]n, CAS 9011-14-7. Sigma-Aldrich elenca il PMMA con il sinonimo di poli(acido metacrilico estere metilico), il che è importante perché non si tratta di una conversazione generica sulla “plastica”; si tratta di un processo termico specifico per il polimero con fumi, comportamento di fusione e aspettative ottiche specifiche.

Indice dei contenuti
Perché il taglio laser CO2 dell'acrilico crea un bordo lucido
Il bordo acrilico lucido deriva da una piccola sequenza di eventi: assorbimento, riscaldamento, fusione, vaporizzazione, rifusione del bordo e solidificazione.
Questa è la parte che la maggior parte dei depliant di vendita non riesce a cogliere: Il taglio laser CO2 dell'acrilico funziona perché il PMMA assorbe l'energia infrarossa abbastanza bene da riscaldare rapidamente la superficie e il materiale vicino alla superficie. In un articolo di ScienceDirect del 2024 sulla microfresatura laser CO2 del PMMA si legge che per il taglio termoplastico viene comunemente utilizzato un laser CO2 da 10,6 µm e che le variabili di processo come la potenza, la velocità di scansione, il gas di assistenza, il numero di passate, la distanza di stand-off, la lunghezza d'onda e l'assorbenza influiscono sull'efficienza del taglio. È il macchinario che sta dietro al bordo lucido, non la magia.
La zona di fusione è sottile. I tempi sono brutali. Se la densità di energia è troppo bassa, il bordo diventa gelido, striato o incompleto. Se la densità di energia è troppo alta, il bordo bolle, si infiamma, diventa bruno o si allarga. Il bordo “perfetto” vive tra questi due fallimenti.
Per gli acquirenti della produzione, non inizierei con la potenza massima. Inizierei con lo spessore della lastra, la nitidezza dei bordi, la tolleranza, il controllo degli odori, la densità di nesting e la produzione giornaliera prevista. Solo allora confronterei un Macchina per il taglio laser CO2 per materiali acrilici e non metallici, Perché la pagina di Bogong dedicata alla CO2 indica chiaramente che le sue frese a CO2 sono destinate all'incisione e al taglio di acrilico, legno sottile e materiali simili.
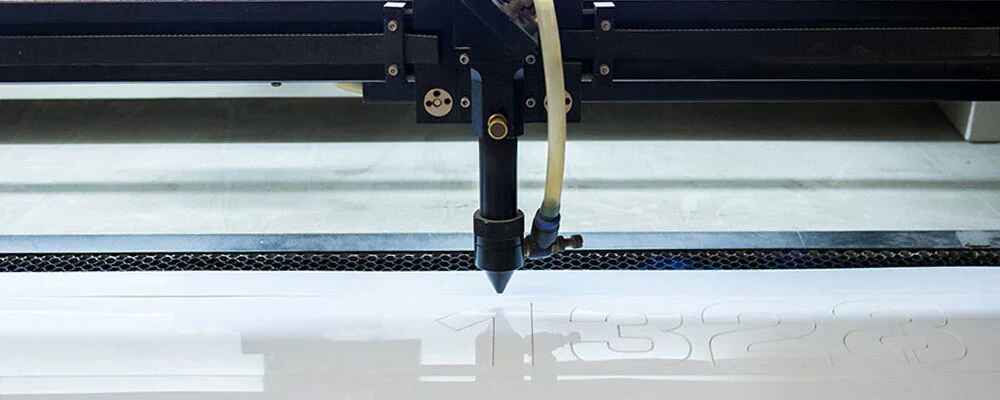
Il meccanismo reale, passo dopo passo
- Il fascio di CO2 si concentra in un piccolo punto, spesso attraverso una lente da 2,0 o 2,5 pollici.
- Il PMMA assorbe l'energia infrarossa in prossimità della superficie.
- Il polimero si riscalda passando dal rammollimento, alla fusione e alla vaporizzazione.
- La pressione del vapore e il flusso d'aria assistito liberano il taglio.
- Il bordo esposto rimane brevemente fuso.
- La tensione superficiale rende più fluido il bordo fuso.
- Il bordo si raffredda fino a diventare una faccia trasparente e levigata.
Quest'ultima parte è il motivo per cui i bordi lucidi dell'acrilico tagliato al laser hanno un aspetto diverso da quello dell'acrilico fresato. La fresatura strappa e taglia. L'acrilico tagliato al laser si fonde e si riformula. In un buon taglio, il bordo non è semplicemente “liscio”. È lucidato termicamente.
Ma c'è una dura verità: lo stesso calore che crea lo smalto crea anche il difetto.
Acrilico colato, acrilico estruso e la menzogna dello “stesso materiale”.”
L'acrilico colato e l'acrilico estruso sono entrambi PMMA, ma non si comportano in modo identico sotto il laser.
L'acrilico colato offre di solito un bordo più pulito e dall'aspetto più pregiato, soprattutto per insegne, premi, espositori, lettere illuminate e parti decorative spesse. L'acrilico estruso può essere tagliato in modo rapido ed economico, ma tende a fondere in modo più aggressivo e può lasciare un profilo del bordo leggermente diverso. Ho visto errori di quotazione perché un acquirente ha chiesto “acrilico” e il fornitore ha quotato una lastra estrusa mentre il campione era stato realizzato con una lastra colata. Non è un dettaglio da poco. È così che i margini si perdono.
Se si tratta di insegne, espositori per la vendita al dettaglio, marchi architettonici, trofei o decorazioni per guide luminose, la discussione sulla produzione verrebbe incentrata sui seguenti aspetti Taglio laser dell'acrilico per la produzione di insegne. Il caso d'uso della segnaletica è quello in cui la qualità dei bordi lucidi smette di essere estetica e inizia a essere commerciale: i clienti notano immediatamente la presenza di foschia, segni di fiamma e sbiancamento degli angoli.
| Fattore | Acrilico fuso | Acrilico estruso | Perché è importante per i bordi lucidi |
|---|---|---|---|
| Tipica chiarezza dei bordi dopo il taglio laser CO2 | Più alto | Buono ma più variabile | La lastra fusa spesso produce un bordo acrilico lucidato a fiamma più pulito |
| Comportamento di fusione | Più stabile | Più morbido, più incline alla fusione | La lastra estrusa può formare più cordoli, residui o arrotondamenti dei bordi |
| Aspetto dell'incisione | Contrasto bianco smerigliato | Incisione spesso più chiara | L'acrilico fuso è solitamente migliore per il contrasto di premi e insegne. |
| Consistenza dello spessore | Leggermente variabile | Più uniforme | Lo spessore uniforme favorisce una messa a fuoco e una velocità prevedibili |
| Il miglior caso d'uso | Segnaletica di qualità, premi, espositori | Produzione sensibile ai costi, parti semplici | La scelta del materiale deve corrispondere alla tolleranza visiva, non solo al prezzo. |
Il tavolo è spuntato perché il mercato è spuntato. Se l'acquirente vuole un lucido ottico e il negozio sceglie la lastra più economica, la macchina viene incolpata per una decisione sui materiali.

Il mito delle impostazioni: non esiste una “migliore impostazione laser universale per l'acrilico”.”
Internet adora le tabelle di impostazione uniche per tutti. Io no.
Le impostazioni sono ricevute.
Un laser CO2 da 60W che taglia acrilico fuso da 3 mm potrebbe produrre un bordo lucido a una velocità con una lente, una configurazione di scarico, un compressore, un tipo di letto e una marca di lastre. Se si sposta lo stesso file su una macchina da 100W, una lente sporca, un letto a nido d'ape pieno di residui, uno scarico debole o una lastra estrusa d'occasione, il bordo cambia. A volte leggermente. A volte in modo disastroso.
L'articolo di Bogong su Le migliori impostazioni laser per tagliare l'acrilico senza bruciarsi ha ragione: 60W-80W è un range pratico per l'acrilico colato da 2-5 mm, mentre 100W-150W è più adatto a lastre più spesse o alla produzione in lotti, con una potenza maggiore che aumenta la produttività ma anche il rischio di bruciature. Questa è l'inquadratura corretta: le impostazioni sono dati di partenza, non scritture.
Una matrice di partenza pratica per il taglio laser CO2 dell'acrilico
| Spessore dell'acrilico | Classe di potenza CO2 comune | Obiettivo del bordo | Pregiudizio dell'operatore |
|---|---|---|---|
| 2 mm | 40W-60W | Taglio netto e stretto | Velocità più elevata, rischio di fiamma ridotto |
| 3 mm | 60W-80W | Bordi lucidi e levigati | Velocità e potenza equilibrate |
| 5 mm | 80W-100W | Bordo netto con taglio stabile | Velocità ridotta, scarico più potente |
| 8-10 mm | 100W-150W | Bordo spesso e lucido | Test multipli, disciplina di concentrazione |
| 15-30 mm | 150W+ CO2 industriale | Lavorazione pesante dell'acrilico | Elevata estrazione, controllo del fuoco, ottica di qualità superiore |
La nota di Luxinar sul taglio dell'acrilico dice che le sorgenti laser CO2 a 10,6 µm, 10,25 µm e 9,3 µm, con potenze da 125W a 1000W, possono vaporizzare l'acrilico e tagliare spessori fino a 30 mm, lasciando bordi puliti, nitidi e lucidati alla fiamma. Mi piace questo dato perché separa le ipotesi degli hobbisti dalla realtà industriale: la lucidatura dell'acrilico spesso non è solo una questione di potenza, ma anche di erogazione stabile del fascio e di rimozione controllata del vapore.
Fumi, metacrilato di metile e conversazioni sulla sicurezza da evitare nei negozi
Ecco la parte scomoda: l'odore dolce del taglio laser dell'acrilico non è una prova di qualità. È la chimica che lascia la lastra.
L'OSHA elenca il metacrilato di metile come CAS 80-62-6, formula C5H8O2, un liquido incolore con un odore acre e fruttato e un PEL-TWA OSHA di 100 ppm, pari a 410 mg/m³. Il NIOSH elenca anche le vie di esposizione, tra cui l'inalazione, il contatto con la pelle, con gli occhi e l'ingestione, con sintomi che includono l'irritazione di occhi, pelle, naso e gola. Se un'officina taglia PMMA tutto il giorno, “aprire una finestra” non è un piano di controllo. È una confessione.
Uno studio ACS Chemical Health & Safety del 2023, Caratterizzazione delle emissioni prodotte dal taglio laser dell'anidride carbonica su lastre acriliche, ha analizzato in particolare le emissioni di particolato e di gas prodotte dal taglio laser a CO2 di lastre acriliche. Questo è importante perché i bordi lucidi non sono solo un argomento di qualità; sono un argomento di aria interna, di filtrazione e talvolta di conformità.
La mia opinione impopolare: il sistema di scarico fa parte del sistema di finitura dei bordi. Un'aspirazione debole lascia che il vapore rimanga intorno al bordo, si riconsolidi sul foglio, macchi il bordo e aumenti l'odore. Un'estrazione forte rimuove il vapore abbastanza velocemente da proteggere sia la finitura che i polmoni. Gli acquirenti sono ossessionati dai tubi laser perché sono facili da fotografare. Ignorano i condotti perché sembrano noiosi. La noia è dove c'è il profitto.
Per un lavoro di plastica più ampio, un macchina per il taglio laser della plastica non deve mai essere considerato come un permesso universale. L'acrilico, il PET, l'ABS, il policarbonato e il PVC non condividono lo stesso profilo dei fumi. Il PVC, in particolare, è un materiale da mettere in riga per molti laboratori laser perché la chimica del cloro può danneggiare le attrezzature e mettere in pericolo i lavoratori. L'acrilico è lavorabile. Questo non lo rende casuale.
Cosa rovina i bordi lucidi dell'acrilico tagliato al laser
I bordi scadenti di solito presentano impronte digitali. Non quelle letterali, anche se anche quelle sono importanti.
Ottica sporca
Una lente contaminata allarga il fascio di luce, modifica il comportamento focale e proietta il calore dove non dovrebbe. Il risultato: taglio più largo, foschia, più residui e lucidatura non uniforme.
Focus sbagliato
Se il punto focale è troppo alto o troppo basso, la geometria del taglio cambia. Su un acrilico sottile, il difetto può essere impercettibile. Su un acrilico da 8 o 10 mm, il difetto diventa evidente: conicità, ruvidità, smerigliatura del bordo inferiore o segni di fiamma.
Assistenza pneumatica eccessiva
Più aria non è sempre meglio. Una forte assistenza d'aria può sopprimere la fiamma e il vapore, ma un flusso d'aria eccessivo raffredda il bordo prima che si rifletta nella finitura lucida. Per i bordi acrilici lucidi, molti operatori utilizzano un'aria più delicata rispetto a quella utilizzata per il legno.
Scarico debole
Lo scarico debole è un killer silenzioso. Intrappola il vapore, alimenta le macchie, aumenta gli odori e peggiora la ripetibilità.
Fogli a basso costo o sconosciuti
La tracciabilità dei materiali è importante. Il tipo di PMMA, gli additivi, il film protettivo, la tolleranza di spessore, l'umidità e la storia di stoccaggio possono modificare il taglio.
Taglio sovrapotenziato
Il potere vende. Il controllo paga.
Quando la potenza è troppo alta per la velocità, il bordo non diventa “più lucido”. Si surriscalda. Dopo il raffreddamento si notano bolle, angoli arrotondati, bordi più larghi, depositi di fumo e talvolta microfessure.
Il motivo per cui la qualità dei bordi è importante per il mercato
Il taglio laser dell'acrilico non è più un'attività di nicchia. È legato alla cartellonistica, agli espositori per la vendita al dettaglio, all'illuminazione, all'elettronica, alle finiture per auto, all'edilizia, ai modelli architettonici, ai pannelli protettivi e alla fabbricazione personalizzata.
MarketsandMarkets ha valutato il mercato globale del PMMA a 5,1 miliardi di dollari nel 2024 e ha previsto di raggiungere 6,1 miliardi di dollari entro il 2029, con un CAGR di 3,4% dal 2024 al 2029. Lo stesso rapporto identifica come settori di utilizzo finale del PMMA la cartellonistica e i display, l'edilizia, l'automotive, gli apparecchi di illuminazione e l'elettronica. Traduzione: i bordi acrilici lucidi non sono solo un trucco da maker-space. Si trovano all'interno di una catena di fornitura di materiali multimiliardaria.
Ecco perché i produttori dovrebbero smettere di chiedersi solo: “Il laser può tagliare l'acrilico?”. La domanda migliore è: “Questo sistema è in grado di produrre ripetutamente bordi lucidi vendibili con i nostri requisiti di spessore, volume, tolleranza e qualità dell'aria?”.”
Per le fabbriche che si muovono al di là del lavoro di campionatura, il percorso interno che utilizzerei è semplice: valutare Apparecchiature per il taglio laser acrilico, confrontare il Piattaforma di taglio laser CO2, quindi utilizzare le variabili di produzione reali del Guida alle impostazioni di taglio dell'acrilico prima di richiedere la consulenza di una macchina. Non comprate la fantasia. Comprate il processo.

Domande frequenti
In che modo il taglio laser crea bordi acrilici lucidi?
Il taglio laser crea bordi acrilici lucidi concentrando l'energia del laser CO2 nel PMMA, dove il calore fonde e vaporizza rapidamente il materiale lungo il percorso di taglio; il bordo esposto rimane brevemente fuso, la tensione superficiale lo leviga e il raffreddamento controllato lascia una finitura trasparente e lucidata a fiamma quando velocità, messa a fuoco, potenza, assistenza all'aria e scarico sono bilanciati.
La chiave non è solo il calore. È il calore controllato. Troppa poca energia lascia un bordo ruvido o smerigliato. Troppa energia crea bolle, macchie di fumo, segni di fiamma e distorsioni. L'aspetto lucido deriva da una finestra operativa ristretta.
Qual è il miglior laser per tagliare l'acrilico?
Il laser migliore per il taglio dell'acrilico è di solito un laser CO2 perché il PMMA assorbe efficacemente la lunghezza d'onda infrarossa di 10,6 µm, consentendo al raggio di fondere e vaporizzare l'acrilico in modo pulito e producendo bordi lisci e lucidi che spesso non richiedono levigatura, fresatura, lucidatura o lucidatura a fiamma separata dopo il taglio.
I laser a fibra sono eccellenti per i metalli, ma l'acrilico trasparente è normalmente un lavoro da CO2. Per le lastre acriliche commerciali, le insegne, i premi, gli espositori e i componenti decorativi in PMMA, una configurazione di taglio laser CO2 per acrilico è la soluzione ideale per l'industria.
Il taglio laser dell'acrilico può sostituire la lucidatura a fiamma?
Il taglio laser dell'acrilico può sostituire la lucidatura a fiamma separata quando le impostazioni della macchina, il tipo di materiale, la messa a fuoco dell'obiettivo, il flusso d'aria e lo scarico sono regolati in modo tale da consentire al bordo tagliato al laser di rifluire in una finitura lucida durante il taglio, eliminando la necessità di un passaggio secondario di lucidatura per molti componenti di segnaletica e display.
Ma questo non è automatico. L'acrilico spesso, il materiale stressato, l'ottica sporca, la velocità sbagliata e lo scarico debole possono ancora richiedere una post-elaborazione. Un buon bordo laser può sembrare lucidato alla fiamma. Un bordo laser scadente sembra una scorciatoia di produzione.
I fumi dell'acrilico tagliato al laser sono pericolosi?
I fumi dell'acrilico tagliato al laser possono essere nocivi perché il taglio del PMMA può rilasciare vapori di metacrilato di metile ed emissioni di particolato fine, che possono irritare gli occhi, la pelle, il naso, la gola e l'apparato respiratorio; le officine professionali dovrebbero utilizzare un sistema di scarico, filtraggio, controllo della ventilazione e dei materiali adeguato piuttosto che affidarsi all'olfatto come guida per la sicurezza.
L'acrilico viene ampiamente tagliato con laser CO2, ma ciò non elimina la necessità di controllare l'esposizione. L'odore dolce è un segnale di avvertimento, non un marchio di qualità. Il design degli scarichi deve essere presente nella conversazione di acquisto della macchina fin dal primo giorno.
Quali sono le cause di bordi acrilici opachi o bruciati?
I bordi acrilici torbidi o bruciati sono solitamente causati da eccesso di calore, scarsa messa a fuoco, velocità errata, ottica sporca, scarico debole, assistenza all'aria inadeguata, materiale in lastre di bassa qualità o residui che si condensano nel taglio prima che il bordo si raffreddi, interrompendo il riflusso regolare necessario per una finitura acrilica lucida e pulita.
La soluzione è il test metodico. Modificate una variabile alla volta: velocità, potenza, messa a fuoco, aria, scarico, condizioni dell'obiettivo, tipo di materiale e pellicola protettiva. Modifiche casuali delle impostazioni creano bordi casuali.
Riflessioni finali: Testate il bordo prima di fidarvi del preventivo
Il taglio laser dell'acrilico non serve a far sembrare la plastica costosa. Si tratta di controllare il PMMA sotto il calore.
Il bordo lucido è una prova. Indica se la lunghezza d'onda del laser, il wattaggio, la velocità, la messa a fuoco, la lamiera, l'assistenza pneumatica e lo scarico lavorano insieme o si combattono. Un bordo pulito indica che il processo è sotto controllo. Un bordo fumoso indica che qualcuno sta tirando a indovinare.
Quindi, prima di acquistare, fare preventivi o scalare la produzione, tagliate dei campioni di prova dello spessore reale dell'acrilico, ispezionate il bordo superiore, il bordo inferiore, gli angoli, i fori interni, il livello di odore, i residui, la larghezza del taglio e la ripetibilità su più lastre. Quindi documentate le impostazioni.
Se il vostro negozio ha bisogno di bordi lucidi acrilici tagliati al laser ripetibili per insegne, espositori, premi, componenti per l'illuminazione o per la produzione di PMMA, iniziate con i sistemi Bogong Laser. macchina di taglio laser per acrilico e Macchina per il taglio laser CO2 Quindi contattate il team con lo spessore della lastra, il volume mensile, l'obiettivo di qualità dei bordi e il disegno del campione, in modo che la raccomandazione sia basata sulla realtà produttiva e non sull'ottimismo della brochure.



{kind=link}
Click a caldo
Contatto
Applicazione
©Copyright [bogonglaser.com]. BOGONG Laser Machine Supplier Tutti i diritti riservati.