Jak výrobci vyrábějí akrylové panely pomocí laserového řezání
Akrylátové panely vypadají zvenčí jednoduše. Uvnitř skutečné dílny jsou to chemie, teplo, proudění vzduchu, optika, úsudek obsluhy a obchodní tlak zabalené do jednoho střihového souboru. Zde se dozvíte, jak výrobci skutečně vyrábějí laserem řezané akrylátové panely, aniž by předstírali, že tento proces je kouzelný.
Tovární pravda o řezání akrylu laserem
Kouř říká pravdu.
Při řezání akrylátu laserem je viditelný panel pouze konečným artefaktem; skutečný výrobní příběh se skrývá v dráze paprsku, chemii PMMA, výfukovém potrubí, řezacím stole, konzistenci šarže dodavatele plechu a ochotě obsluhy odmítnout “téměř dobrou” hranu dříve, než se stane reklamací klienta.
Proč se tedy tolik kupujících stále ptá pouze na příkon?
Tichou část řeknu na rovinu: levné zařízení na řezání akrylu může vytvořit pěkné vzorky, ale často se zhroutí při opakované výrobě. Jeden dokonalý vzorek o tloušťce 3 mm není důkazem, že stroj dokáže spustit 200 podsvícených panelů, těsně vnořených, s čistými hranami, stabilními tolerancemi a bez zápachu spáleniny zachyceného v maskovací fólii. V tom výrobci oddělují hobby řezání od zakázkové výroby akrylátových panelů.
Akryl je obvykle PMMA, polymetylmetakrylát, s chemickým složením opakujících se jednotek, které se běžně reprezentuje jako C5H8O2. Plexisklo, Perspex, ACRYLITE a další obchodní názvy patří do stejné obchodní skupiny. Důvodem, proč CO2 lasery dominují při laserovém řezání akrylových desek, není značka. Jde o fyziku vlnové délky: Systémy CO2 pracují s vlnovou délkou kolem 10,6 µm a čirý PMMA absorbuje tuto vzdálenou infračervenou energii mnohem lépe než mnoho viditelných nebo blízkých infračervených vlnových délek laseru.
Pro čtenáře, kteří porovnávají kategorie zařízení, je k dispozici stránka společnosti Bogong Laser na a laserový řezací stroj na akryl je správným interním výchozím bodem, protože akrylátovou hmotu pojímá jako řeznou aplikaci, a nikoli jako obecnou “plastovou práci”. Pokud chcete vysvětlení na úrovni paprsků, jejich příručka o jak laserové řezací stroje CO2 řežou akrylové desky přirozeně zapadá vedle tohoto článku.
Jak se vyrábějí akrylátové panely před vypálením laserem
Výrobci nezačínají laserem. Začínají s kontrolou plechů.
Seriózní výrobní proces akrylátových panelů se obvykle řídí tímto řetězcem:
- Výběr materiálu: litý akrylát, extrudovaný akrylát, zrcadlový akrylát, matný PMMA, barevný PMMA nebo speciální optické desky.
- Kontrola plechů: škrábance, prohnutí, rozdíly v tloušťce, přilnavost maskování, působení vlhkosti a značky šarže.
- Příprava CAD/CAM: DXF, AI, SVG nebo vnořené výrobní soubory s kompenzací prořezu.
- Nastavení přípravku a lůžka: voštinový plást, nožové lůžko, čepové lůžko nebo obětovaná podpěra v závislosti na očekávaných hranách.
- Řezání laserem CO2: zaměření paprsku, rychlost, výkon, pulzní chování, vzduchová asistence a výfuk.
- Následné zpracování: případné odstranění otřepů, mytí, korekce leštění plamenem, lepení, potisk, balení a kontrola kvality.
Skrytým bojem je však typ listu.
Litý akrylát obvykle poskytuje lepší kontrast rytiny a čistší ozdobné hrany. Extrudovaný akrylát se často řeže rychleji a stojí méně, ale může se jinak tavit, hůře zapáchat a chovat se méně šetrně k teplu. Výrobci, kteří se honí za maržemi v oblasti značení, milují ceny extrudovaných plechů; výrobci, kteří se honí za prémiovou kvalitou zobrazení, často dávají přednost litým plechům. To není ideologie. Je to matematika odpadů.
Pro čtenáře zaměřené na značení je určen Bogongův článek o laserové řezání akrylu pro výrobu značení stojí za to sem uvést odkaz, protože čelní plochy nápisů, čelní plochy kanálových písmen, difuzory světelných boxů a maloobchodní výstavní panely různými způsoby trestají slabou kontrolu okrajů.
Obsah

Krok laseru CO2: Řezání řízeným tepelným selháním
Laser není nůž.
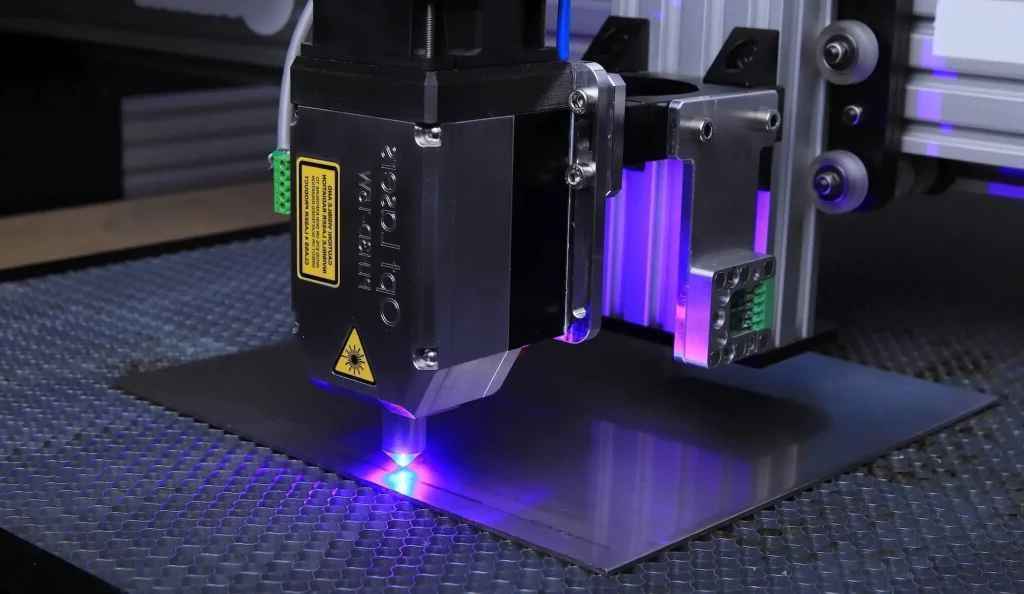
Nůž tlačí materiál od sebe mechanickou silou, zatímco laser CO2 soustředí infračervenou energii do úzké dráhy, kde PMMA změkne, roztaví se, rozloží, odpaří se a zanechá za sebou řez, který může vypadat jako vyleštěný, pokud jsou teplo, proudění vzduchu a pohyb vyvážené.
Zní to elegantně, že?
Není elegantní, když je zaostřovací čočka znečištěná, výfuk je slabý, obsluha kopíruje staré nastavení z jiné značky archů nebo asistent vzduchu vhání roztavené zbytky zpět na lesklý okraj. Tak se z “laserem řezaných akrylátových desek” stávají desky se zákalem, hnědými okraji, otřepy a záhadným zápachem.
Typické výrobní nastavení může používat:
| Výrobní proměnná | Běžný tovární rozsah | Co vlastně řídí | Znamení selhání |
|---|---|---|---|
| Vlnová délka CO2 | ~10,6 µm | Absorpce energie PMMA | Špatný řez při použití nesprávného typu laseru |
| Tloušťka plechu | 2 mm, 3 mm, 5 mm, 8 mm, 10 mm+ | Výkon, rychlost, zaměření, tepelná zátěž | Tavení zpět, zúžení, neúplný řez |
| Příspěvek na obrubník | Často kolem 0,1-0,3 mm v závislosti na optice a nastavení. | Uložení záložek, drážek, vložek, písmen | Uvolněné spoje nebo díly, které nejdou smontovat. |
| Vzduchová asistence | Nízká až středně vysoká pro mnoho akrylových řezů | Potlačení plamene a chování zbytků | Matný okraj, stopy po plameni, kouřové skvrny |
| Výfuk | Speciální odsávání, nejlépe ověřené kouřovou zkouškou | Odstraňování kouře a čistota hran | Zápach, rezidua, stížnosti obsluhy |
| Pozice zaměření | Povrch až mírně pod povrchem | Tvar hran a hustota energie | Široký okraj nebo šikmá hrana |
Tabulka není recept. Je to varovný štítek.
Pokud jde o práci s parametry, odkažte čtenáře na Bogongovu praktickou příručku o nejlepší nastavení laseru pro řezání akrylu bez vypalování, protože žádný zodpovědný výrobce by neměl zveřejnit jedno “dokonalé” číslo rychlosti a výkonu a předstírat, že se vztahuje na každou trubici, čočku, lůžko, značku plechu, barvu, úroveň vlhkosti a nastavení výfuku.
Konverzace o bezpečnosti, které se většina prodejních stránek vyhýbá
Zde je tvrdá pravda: řezání akrylátu laserem není standardně nebezpečné, ale líná kontrola kouře je nebezpečná z podstaty věci.
Americký úřad pro bezpečnost a ochranu zdraví při práci uvádí ve svém dokumentu Technická příručka OSHA o rizicích laserů že odpovídající ventilace by měla snížit potenciálně nebezpečné výpary a páry z laserového řezání a souvisejících interakcí pod platné expoziční limity. To je důležité, protože PMMA při řezání jednoduše nezmizí. Stává se z něj kouř.
Carnegie Mellon University's 2024 Bezpečnostní pokyny pro laserové řezačky je ještě strožejší, pokud jde o dílenské termíny: laserové řezačky by se měly používat pouze v prostorách s vyhrazeným odsáváním nebo vhodnou filtrací a v tabulce emisí jsou uvedeny výstupy polymethylmetakrylátu včetně MMA, ethylakrylátu, acetonu, formaldehydu, fenolu a polycyklických aromatických uhlovodíků.
To by mělo zastavit nesmysly typu “voní to jen sladce”.
Studie z roku 2023 v ACS Chemické zdraví a bezpečnost na adrese emise z řezání akrylových desek laserem na bázi oxidu uhličitého zkoumal emise částic a plynů při řezání akrylátu laserem, což je přesně ten typ výzkumu, který by si výrobci měli přečíst, než začnou považovat odsávání dýmu za volitelný doplněk. A americký Úřad pro statistiku práce (U.S. Bureau of Labor Statistics).’ 2023-2024 údaje o úrazech a nemocech hlášených zaměstnavatelem v roce 2024 hlásil 2,5 milionu případů pracovních úrazů a nemocí z povolání, které nebyly smrtelné, což je o 3,11 % méně než v roce 2023, což je užitečná připomínka, že lepší čísla v oblasti bezpečnosti neomlouvají slabé kontroly v dílnách.
Nevěřím žádnému dodavateli akrylátových panelů, který nedokáže odpovědět na čtyři otázky, aniž by improvizoval:
Jaký výfukový systém se používá?
Prodejna by měla vědět, zda výpary jdou ven, přes schválenou filtraci nebo přes smíšené uspořádání. “Máme ventilátor” není odpověď.
Jaké materiály jsou zakázány?
PVC je klasickým varovným signálem, protože materiály obsahující chlór mohou produkovat korozivní a toxické vedlejší produkty. Opatrnost si zaslouží také polykarbonát, ABS, neznámé kompozitní plasty a potahované desky.
Kdo ověřuje nastavení střihu?
Pokud operátor “prostě ví”, jedná se o kmenovou paměť, nikoli o výrobu.
Jak se kontroluje výsledná kvalita?
Před balením je třeba zkontrolovat lesk okrajů, zúžení, mikrotrhliny, zápach, vypálení masky, toleranci uložení a znečištění povrchu.
Laserové řezání vs. CNC frézování: Výrobní volba, kterou by nikdo neměl příliš zjednodušovat
Laserové řezání je vhodnější pro jemné vnitřní detaily, lesklé hrany, těsné dekorativní práce, akrylátová písmena, díly pro displeje a tenké až středně tenké panely PMMA. Frézování CNC je lepší, pokud dílna potřebuje silnější materiál, úkosy, záhlubníky, mechanické kapsy nebo geometrii hran, kterou nelze čistě vytvořit tepelným procesem.
To je praktické rozdělení.
Pro kupující, kteří porovnávají oba procesy, je Bogongovo srovnání řezání laserem vs. CNC frézování akrylových materiálů je užitečným podpůrným článkem, protože rozhodnutí je zřídkakdy “laser dobrý, router špatný”. Skutečným rozhodnutím je požadavek na hranu, tloušťka, tolerance, objem výroby, pracnost dokončovacích prací a to, zda jsou přijatelné hrany ovlivněné teplem.
| Metoda | Nejlepší případ použití | Síla | Slabost | Můj výrobní verdikt |
|---|---|---|---|---|
| Řezání akrylátu laserem CO2 | Nápisy, displeje, panely, písmena, šablony, dekorativní PMMA | lesklý potenciál hran, jemná geometrie, žádné opotřebení nástroje | Výpary, tepelné účinky, tloušťkové limity | Nejlepší pro přesnou výrobu akrylátových panelů, kdy je možné kontrolovat odsávání a nastavení. |
| CNC frézování | Silný akrylát, opracované prvky, úkosy, mechanické sestavy | Silné na těžkém materiálu a při 3D opracování hran | Stopy po nástrojích, třísky, lešticí práce | Lepší pro konstrukční nebo silné akrylové díly |
| Řezání pilou | Rovné řezy, velkoobjemové třídění | Rychle a levně | Špatné detaily, hrubší hrany | Užitečné před dokončením, slabé pro složité panely |
| Leštění plamenem po řezání | Povrchová úprava hran | Vysoce lesklý vzhled | Riziko stresu při zneužití | Fajn jako závěrečný krok, ne jako záchranný plán pro špatný střih |

Co skutečně znamená nejlepší akrylát pro řezání laserem
Nejlepší akrylát pro řezání laserem je ten, který odpovídá konečné funkci, optickým očekáváním, tloušťce a výrobní toleranci, nikoli pouze nejčistší nebo nejlevnější dostupný PMMA.
U dekorativních panelů často vítězí litý akrylát. U plochých panelů citlivých na náklady může mít smysl extrudovaný akrylát. U osvětlených nápisů záleží více na stupni rozptylu než na hrubé průhlednosti. U ochranných krytů rozhodují požadavky na náraz a čištění. U maloobchodních displejů může viditelnost poškrábání a vzhled hran rozhodnout, zda panel vypadá prémiově, nebo jednorázově.
Zde se nezkušení kupující dostávají do pasti: schválí vzorek z jednoho archu a objednají výrobu z jiného. Pak se změní okraj panelu, změní se vůně, ochranná fólie se vypálí jinak a prodejce se chová překvapeně.
Nejsme překvapeni.
Laserové řezání akrylových plechů by mělo být ověřeno přesnou značkou, tloušťkou, barvou, maskováním a šarží vždy, když má úloha viditelný okraj nebo těsné montážní uložení. Pokud konečný výrobek zahrnuje gravírování, je třeba použít zdroj společnosti Bogong o laserový gravírovací stroj na akryl je chytrý interní doprovodný odkaz, protože kontrast gravírování a kvalita řezu často žijí ve stejném výrobním procesu, ale vyžadují odlišnou logiku nastavení.
Jak výrobci kontrolují kvalitu při výrobě akrylátových panelů na zakázku
Dobré obchody měří více než jen rozměry.
Zkontrolují okraj. Přivoní si k dílu. Namátkově odlepí masku. Zkontrolují malé otvory, zda nejsou tepelně deformované. Zkoušejí smontované karty. Odmítají panely se stopami vnitřního pnutí, protože tyto stopy se po přepravě, čištění nebo lepení často mění v trhliny.
Zde je zásobník QC, který bych očekával od důvěryhodného výrobce:
Kontrola příchozího materiálu
Prodejna zaznamenává tloušťku plechu, identifikaci šarže, stav maskování, povrchové vady a to, zda je akrylát litý nebo lisovaný. U přesných sestav může i posun tloušťky o 0,2 mm poškodit lícování.
Disciplína vystřižených souborů
Soubor CAD by měl obsahovat kompenzaci prořezu, minimální šířky můstků, očekávané vnitřní rohy, rozteče otvorů a logiku vnoření. Špatné vnoření šetří náklady na plech a vytváří tepelnou akumulaci. To je falešná ekonomika.
Zkušební řez před výrobou
Čtverec o průměru 20 mm, štěrbina o průměru 5 mm, malý kruh a jeden těsný vnitřní roh mohou odhalit více než celý dekorativní vzorek. Mám rád ošklivé zkušební kupony, protože rychle prozradí pravdu.
Kontrola hran a povrchu
Čistý výsledek řezání akrylátu laserem by neměl mít hnědé zabarvení hran, mléčný opar, saze zachycené pod maskováním, zbytky po opětovném svařování nebo ostré roztavené hřebeny.
Kontrola balení
Akrylátové panely se poškrábou, pokud jsou zabaleny jako plech. Ochranná fólie, ochrana rohů, vrstvy proti oděru a balení zohledňující vlhkost nejsou při přepravě leštěných dílů z PMMA žádným luxusem.
Nejčastější dotazy
Co je řezání akrylátu laserem?
Řezání akrylátu laserem je výrobní proces, který využívá fokusovaný laserový paprsek CO2, obvykle o vlnové délce blízké 10,6 µm, k zahřívání, tavení, odpařování a oddělování akrylátových desek PMMA podél naprogramované dráhy nástroje, čímž vznikají panely, písmena, displeje, kryty, značky a dekorativní díly s jemnou geometrií a případně leštěnými hranami.
V reálné výrobě závisí kvalita na výkonu, rychlosti, zaměření, asistenci vzduchu, síle výfuku, typu plechu, maskování a disciplíně obsluhy. Laser “neřeže” akrylát jako nůž. Vytváří řízenou tepelnou dráhu a výrobce musí zvládnout teplo a páry, které s ní přicházejí.
Jak se vyrábějí akrylátové panely pomocí laserového řezání?
Akrylátové panely se vyrábějí laserovým řezáním výběrem správné desky PMMA, přípravou souboru CAD nebo vektorového souboru, efektivním vnořením dílů, nastavením parametrů laseru CO2, řezáním desky za řízeného proudění vzduchu, kontrolou hran a následným čištěním, sestavením, potiskem, lepením nebo zabalením hotového panelu pro zamýšlené použití.
Nejlepší výrobci testují přesný materiál před plnou výrobou. Nespoléhají se na obecné tabulky. Panel z čirého litého akrylátu o tloušťce 3 mm, matný difuzor o tloušťce 5 mm a barevný zobrazovací panel o tloušťce 8 mm se mohou chovat odlišně i na stejném stroji.
Jaký je nejlepší akrylát pro řezání laserem?
Nejlepší akrylát pro řezání laserem je obvykle litý PMMA, pokud záleží na čistotě hran, kontrastu gravírování a prvotřídní vizuální kvalitě, zatímco extrudovaný PMMA může být lepší pro levnější ploché panely, kde rychlost a rozpočet záleží více než na vzhledu gravírování nebo dokonalém chování hran.
Přesto neexistuje univerzální vítěz. Správná fólie závisí na tloušťce, barvě, povrchové úpravě, maskování, světelných podmínkách, požadavcích na lepení a na tom, zda bude panel prohlížen zblízka. Seriózní dílna ověřuje skutečný plech před výrobou.
Je laserové řezání plexiskla stejné jako laserové řezání akrylátu?
Laserové řezání plexiskla je obecně stejný proces jako laserové řezání akrylu, protože plexisklo je známá značka pro akrylové desky PMMA, ačkoli kupující často používají “plexisklo” pro označení mnoha průhledných plastových desek, které nemusí být všechny bezpečné nebo vhodné pro řezání laserem.
Toto rozlišení je důležité. Akryl PMMA se běžně řeže laserem pomocí systémů CO2. Neznámé plasty, PVC, polykarbonát, povrstvené kompozity a smíšené plastové desky mohou vytvářet špatné hrany, výpary, znečištění stroje nebo bezpečnostní problémy. Výrobci by měli před řezáním ověřit materiál.
Jak výrobci zabrání popálení při řezání akrylových panelů laserem?
Výrobci zabraňují popálení při laserovém řezání akrylátových panelů vyvážením výkonu laseru, rychlosti pojezdu, výšky zaostření, asistence vzduchu, proudění výfukových plynů, podpory lože a podmínek maskování tak, aby se PMMA čistě oddělil bez nadměrného zahřívání, stop po plameni, zachyceného kouře nebo roztavených zbytků ulpívajících na řezané hraně.
Nejčastější chybou je přílišné zpomalení. Pomalé nastavení může akryl přehřát, rozšířit prořez a způsobit zhnědnutí okraje. Silný výfuk má obvykle větší význam než agresivní pomocný vzduch, pokud je cílem čistá, lesklá akrylová hrana.
Lze při řezání akrylátu laserem vytvořit leštěné hrany?
Při řezání akrylátu laserem lze vytvořit leštěné hrany, pokud jsou energie laseru CO2, zaostření, rychlost a proudění vzduchu vyladěny tak, aby se hrana PMMA roztavila a znovu zpevnila hladce, bez skvrn od kouře, bublinek, bělení, stop po plameni nebo znečištění zbytky ze špatného výfuku nebo znečištěné optiky.
To však není automatické. Silný akryl, špatné maskování, nadměrné teplo, slabé odsávání a nekvalitní plech mohou hranu zničit. Leštěná laserová hrana je výsledkem procesu, nikoli zaručenou vlastností stroje.
Váš další krok: Přestaňte kupovat panely naslepo
Pokud zadáváte zakázku na laserem řezané akrylátové panely, vyžádejte si před schválením výroby typ plechu, typ laseru, toleranci tloušťky, metodu kontroly kouře, standard kvality hran a zásady zkušebního řezání.
A pokud si vybíráte zařízení pro výrobu akrylátových panelů na zakázku, začněte se skutečným pracovním postupem s akrylátem CO2, ne s fantazií o výkonu. Recenze Bogong Laser's laserový řezací stroj na akryl, porovnejte ji s nejtlustším plechem, nejmenším vnitřním detailem, očekávanou povrchovou úpravou hran a plánem větrání a poté si vyžádejte zkušební řez s použitím skutečného materiálu PMMA.
Tento jediný test vám řekne víc než deset naleštěných prodejních brožur.



{kind=link}
Horké kliknutí
Kontaktujte nás
Aplikace
©Copyright [bogonglaser.com]. BOGONG Laser Machine Supplier Všechna práva vyhrazena.