Cum produc producătorii panouri acrilice folosind tăierea cu laser
Panourile acrilice par simple din exterior. În interiorul unui atelier real, acestea reprezintă chimie, căldură, flux de aer, optică, judecata operatorului și presiunea comercială concentrate într-un singur fișier tăiat. Iată cum producătorii produc de fapt panouri acrilice tăiate cu laser fără a pretinde că procesul este magic.
Adevărul din fabrică din spatele tăierii cu laser a acrilului
Fumul spune adevărul.
În tăierea cu laser acrilic, panoul vizibil este doar artefactul final; adevărata poveste de fabricație se află în calea fasciculului, chimia PMMA, conducta de evacuare, masa de tăiere, consistența lotului furnizorului de foi și dorința operatorului de a respinge o margine “aproape bună” înainte ca aceasta să devină o plângere a clientului.
Deci, de ce atât de mulți cumpărători încă mai întreabă doar despre putere?
Voi spune clar partea liniștită: o instalație ieftină de decupare a acrilului poate produce mostre frumoase, dar de multe ori se prăbușește în cazul producției repetate. O mostră perfectă de 3 mm nu dovedește că mașina poate rula 200 de panouri retroiluminate, bine imbricate, cu margini curate, toleranțe stabile și fără miros de arsură prins în folia de mascare. Acesta este punctul în care producătorii separă tăierea hobby de fabricarea de panouri acrilice personalizate.
Acrilul este de obicei PMMA, polimetil metacrilat, cu unitatea chimică repetată reprezentată în mod obișnuit ca C5H8O2. Plexiglass, Perspex, ACRYLITE și alte denumiri comerciale fac parte din aceeași familie comercială. Motivul pentru care laserele CO2 domină tăierea cu laser a foilor acrilice nu este legat de branding. Este vorba de fizica lungimii de undă: Sistemele CO2 funcționează în jurul valorii de 10,6 µm, iar PMMA transparent absoarbe această energie în infraroșu îndepărtat mult mai bine decât absoarbe multe lungimi de undă laser vizibile sau din infraroșu apropiat.
Pentru cititorii care compară categoriile de echipamente, pagina lui Bogong Laser pe un mașină de tăiat cu laser pentru acrilic este punctul de plecare intern corect, deoarece încadrează acrilicul ca o aplicație de tăiere, mai degrabă decât ca o “lucrare din plastic” generică. Dacă doriți o explicație la nivel de fascicul, ghidul lor privind modul în care mașinile de tăiat cu laser CO2 taie foi acrilice se potrivește natural cu acest articol.
Cum sunt realizate panourile acrilice înainte ca laserul să se aprindă vreodată
Producătorii nu încep cu laserul. Ei încep cu controlul foilor.
Un proces serios de fabricare a panourilor acrilice urmează în mod normal acest lanț:
- Selectarea materialului: acrilic turnat, acrilic extrudat, acrilic oglindit, PMMA mat, PMMA colorat sau foi optice speciale.
- Inspecția foilor: zgârieturi, încovoiere, variații de grosime, aderență la mascare, expunere la umiditate și mărci de lot.
- Pregătire CAD/CAM: DXF, AI, SVG, sau fișiere de producție imbricate cu compensare kerf.
- Configurarea dispozitivelor și a patului: fagure de miere, lamă de cuțit, pat cu pini sau suport sacrificial, în funcție de așteptările privind marginile.
- Tăierea cu laser CO2: focalizarea fasciculului, viteza, puterea, comportamentul pulsului, asistența cu aer și evacuarea.
- Post-procesare: debavurare acolo unde este necesar, spălare, corecție de lustruire cu flacără, lipire, imprimare, ambalare și QC.
Dar lupta ascunsă este de tip foaie.
Acrilicul turnat oferă, de obicei, un contrast gravat mai bun și margini decorative mai curate. Acrilicul extrudat se taie adesea mai repede și costă mai puțin, dar se poate topi diferit, poate avea un miros mai aspru și se comportă mai puțin tolerant la căldură. Producătorii care urmăresc marjele de semnalizare iubesc prețurile la foaia extrudată; producătorii care urmăresc calitatea premium a afișajului preferă adesea foaia turnată. Aceasta nu este ideologie. Acesta este un calcul al ratei deșeurilor.
Pentru cititorii specializați în semnalistică, articolul lui Bogong despre tăierea cu laser a acrilului pentru fabricarea semnalizării merită să fie menționat aici, deoarece fețele panourilor, fronturile literelor cu canale, difuzoarele cutiilor luminoase și panourile de afișare cu amănuntul pedepsesc controlul slab al marginilor în moduri diferite.
Tabla de conținut

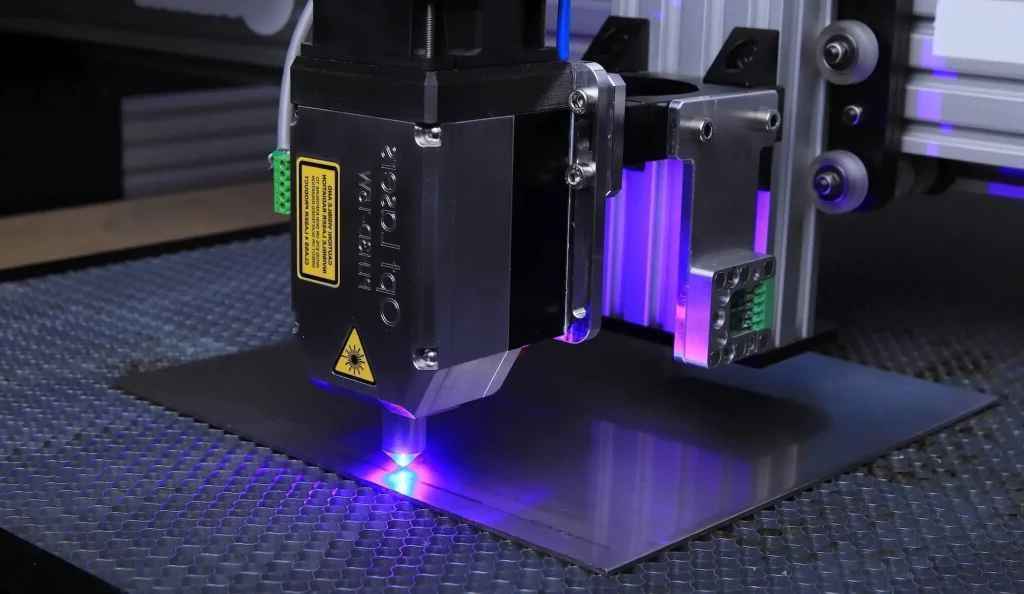
Pasul laserului CO2: Se taie prin eșec termic controlat
Laserul nu este un cuțit.
Un cuțit îndepărtează materialul prin forță mecanică, în timp ce un laser CO2 concentrează energia infraroșie într-o traiectorie îngustă în care PMMA se înmoaie, se topește, se descompune, se vaporizează și lasă în urmă o tăietură care poate părea lustruită dacă căldura, fluxul de aer și mișcarea rămân echilibrate.
Sună elegant, nu-i așa?
Nu este elegant atunci când lentila de focalizare este murdară, evacuarea este slabă, operatorul copiază setările vechi de la o altă marcă de plăci sau asistentul de aer suflă reziduuri topite înapoi pe o margine lucioasă. Acesta este modul în care “panourile acrilice tăiate cu laser” se transformă în panouri cu ceață, margini maronii, urme de chatter și miros misterios.
O configurație tipică de producție poate utiliza:
| Variabila de producție | Gama comună din fabrică | Ce controlează de fapt | Semn de eșec |
|---|---|---|---|
| Lungimea de undă a CO2 | ~10,6 µm | Absorbție de energie PMMA | Tăiere slabă dacă se utilizează un tip greșit de laser |
| Grosimea foii | 2 mm, 3 mm, 5 mm, 8 mm, 10 mm+ | Putere, viteză, concentrare, încărcătură termică | Topire înapoi, conic, tăiere incompletă |
| Alocație Kerf | Adesea în jur de 0,1-0,3 mm, în funcție de optică și setări | Potrivirea filelor, fantelor, inserțiilor, literelor | Îmbinări slăbite sau piese care nu se asamblează |
| Asistență pneumatică | De la scăzut la moderat pentru multe tăieturi acrilice | Stingerea flăcării și comportamentul reziduurilor | Margini glazurate, urme de flacără, pete de fum |
| Eșapament | Extracție dedicată, de preferință verificată prin testare cu fum | Îndepărtarea fumului și curățarea marginilor | Miros, reziduuri, reclamații ale operatorului |
| Poziția de focalizare | De la suprafață la puțin sub suprafață | Forma muchiei și densitatea energiei | Cuțit lat sau margine unghiulară |
Tabelul nu este o rețetă. Este o etichetă de avertizare.
Pentru lucrul la parametri, trimiteți cititorii la ghidul practic al lui Bogong privind cele mai bune setări laser pentru tăierea acrilului fără ardere, deoarece niciun producător responsabil nu ar trebui să publice un număr “perfect” de viteză-putere și să pretindă că acesta acoperă fiecare tub, lentilă, pat, marcă de foaie, culoare, nivel de umiditate și configurație de evacuare.
Conversația de siguranță pe care majoritatea paginilor de vânzări o evită
Iată adevărul dur: tăierea cu laser acrilic nu este nesigură în mod implicit, dar controlul leneș al fumului este nesigur prin concepție.
Administrația SUA pentru Sănătate și Securitate în Muncă afirmă în Manual tehnic OSHA privind pericolele laserului că o ventilație adecvată ar trebui să reducă fumurile și vaporii potențial periculoși de la tăierea cu laser și interacțiunile aferente sub limitele de expunere aplicabile. Acest lucru este important deoarece PMMA nu dispare pur și simplu atunci când este tăiat. Acesta devine un fum.
Universitatea Carnegie Mellon 2024 Linii directoare privind siguranța tăietorului cu laser este și mai tranșant în termenii limbajului de atelier: mașinile de tăiat cu laser ar trebui să fie utilizate numai în zone cu evacuare specială sau filtrare adecvată, iar tabelul său de emisii enumeră produse din polimetilmetacrilat, inclusiv MMA, acrilat de etil, acetonă, formaldehidă, fenol și PAH.
Asta ar trebui să pună capăt prostiei “miroase doar dulce”.
Un studiu realizat în 2023 în ACS Sănătate și siguranță chimică pe de la tăierea cu laser a plăcilor acrilice cu dioxid de carbon a examinat emisiile de particule și gaze în timpul tăierii cu laser a acrilului, ceea ce reprezintă exact genul de cercetare pe care producătorii ar trebui să o citească înainte de a considera extragerea fumului ca un accesoriu opțional. Și raportul Biroului de Statistică a Muncii din SUA’ 2023-2024 date privind accidentele și bolile raportate de angajatori a raportat 2,5 milioane de cazuri nonfatale de accidente și boli la locul de muncă în sectorul privat în 2024, în scădere cu 3,1% față de 2023, o reamintire utilă a faptului că cifrele mai bune în materie de siguranță nu scuză controalele slabe ale magazinelor.
Nu am încredere în niciun furnizor de panouri acrilice care nu poate răspunde la patru întrebări fără să improvizeze:
Ce sistem de evacuare este utilizat?
Un atelier ar trebui să știe dacă vaporii ies în aer liber, prin filtrare aprobată sau printr-o instalație mixtă. “Avem un ventilator” nu este un răspuns.
Ce materiale sunt interzise?
PVC-ul este semnalul clasic de alarmă, deoarece materialele care conțin clor pot produce produse secundare corozive și toxice. Policarbonatul, ABS, materialele plastice compozite necunoscute și plăcile acoperite merită și ele precauție.
Cine verifică setările de tăiere?
Dacă operatorul “doar știe”, procesul este memorie tribală, nu producție.
Cum este inspectată calitatea produselor finite?
Înainte de ambalare, panourile trebuie verificate în ceea ce privește luciul marginilor, conicitatea, microfisurile, mirosul, arderea mascării, toleranța la potrivire și contaminarea suprafeței.
Tăierea cu laser vs. rutarea CNC: Alegerea de fabricație pe care nimeni nu ar trebui să o simplifice excesiv
Tăierea cu laser este mai potrivită pentru detalii interne fine, margini lucioase, lucrări decorative strânse, litere acrilice, piese de afișaj și panouri PMMA subțiri sau medii. Tăierea CNC este mai bună atunci când atelierul are nevoie de materiale mai groase, muchii, contrașanțuri, buzunare mecanice sau geometrie a marginilor pe care un proces termic nu o poate produce în mod curat.
Aceasta este împărțirea practică.
Pentru cumpărătorii care compară cele două procese, comparația lui Bogong tăiere cu laser vs. frezare CNC pentru materiale acrilice este o legătură de sprijin utilă, deoarece decizia este rareori “laser bun, router rău”. Adevărata decizie este legată de cerințele privind marginile, grosimea, toleranța, volumul de producție, munca de finisare și dacă marginile afectate de căldură sunt acceptabile.
| Metoda | Cel mai bun caz de utilizare | Putere | Slăbiciune | Verdictul meu privind fabricarea |
|---|---|---|---|---|
| Tăiere cu laser acrilic CO2 | Semnalizare, afișaje, panouri, litere, șabloane, PMMA decorativ | Potențial de margine lucioasă, geometrie fină, fără uzură a sculei | Fumuri, efecte termice, limite de grosime | Cel mai bun pentru producția de panouri acrilice de precizie atunci când evacuarea și setările sunt controlate |
| Tăiere CNC | Acrilic gros, caracteristici prelucrate, teșituri, ansambluri mecanice | Puternic pe stocuri grele și lucrări 3D pe margini | Urme de scule, așchii, muncă de lustruire | Mai bun pentru piese structurale sau acrilice groase |
| Tăiere cu ferăstrăul | Tăieturi drepte, dimensionare în vrac | Rapid și ieftin | Detaliu slab, margine mai aspră | Util înainte de finisare, slab pentru panouri complexe |
| Șlefuire cu flacără după tăiere | Finisarea marginilor | Aspect lucios | Risc de stres în cazul abuzului | Bine ca un pas final, nu ca un plan de salvare pentru o tăiere proastă |

Ce înseamnă cu adevărat cel mai bun acrilic pentru tăierea cu laser
Cel mai bun material acrilic pentru tăierea cu laser este foaia care corespunde funcției finale, așteptărilor optice, grosimii și toleranței de producție, nu doar cel mai clar sau cel mai ieftin PMMA disponibil.
Pentru panourile decorative, acrilul turnat câștigă adesea. Pentru panourile plate sensibile la costuri, acrilul extrudat poate avea sens. Pentru semnalizarea iluminată, gradul de difuzie contează mai mult decât transparența brută. Pentru capacele de protecție, impactul și cerințele de curățare intră în decizie. Pentru afișajele de vânzare cu amănuntul, vizibilitatea zgârieturilor și aspectul marginilor pot decide dacă panoul are un aspect premium sau de unică folosință.
Aici sunt prinși în capcană cumpărătorii neexperimentați: aprobă o mostră făcută dintr-o foaie și comandă producția din alta. Apoi, marginea panoului se schimbă, mirosul se schimbă, folia de protecție arde diferit, iar vânzătorul se arată surprins.
Nu suntem surprinși.
Tăierea cu laser a foilor acrilice trebuie să fie validată cu marca exactă a foii, grosimea, culoarea, mascarea și lotul ori de câte ori lucrarea are o margine vizibilă sau un montaj strâns. În cazul în care produsul final include gravură, resursele Bogong privind mașină de gravură cu laser pentru acril este o legătură internă inteligentă, deoarece contrastul gravurii și calitatea tăierii se află adesea în același flux de producție, dar necesită o logică diferită a setărilor.
Cum controlează producătorii calitatea în fabricarea panourilor acrilice personalizate
Magazinele bune măsoară mai mult decât dimensiunile.
Ei inspectează marginea. Miros piesa. Îndepărtează masca la întâmplare. Verifică găurile mici pentru a vedea dacă sunt distorsionate de căldură. Testează filele asamblate. Resping panourile cu semne de tensiune internă, deoarece aceste semne se transformă adesea în fisuri după transport, curățare sau lipire.
Aici este stiva QC la care m-aș aștepta de la un producător credibil:
Controlul materialelor primite
Atelierul înregistrează grosimea foii, identitatea lotului, starea mascării, defectele de suprafață și dacă acrilul este turnat sau extrudat. Pentru ansamblurile de precizie, chiar și o modificare de 0,2 mm a grosimii poate afecta potrivirea.
Disciplina fișierului tăiat
Fișierul CAD ar trebui să includă compensarea kerf-ului, lățimile minime ale punții, așteptările privind colțul interior, distanța dintre găuri și logica de cuibărit. Îmbinarea greșită economisește costul foilor și creează acumulări de căldură. Aceasta este o economie falsă.
Test de tăiere înainte de producție
Un pătrat de 20 mm, o fantă de 5 mm, un cerc mic și un colț interior strâns pot dezvălui mai multe decât o probă decorativă completă. Îmi plac cupoanele de testare urâte pentru că spun adevărul rapid.
Inspecția marginilor și a suprafețelor
Un rezultat curat al tăierii cu laser a acrilului nu trebuie să aibă pete maronii pe margini, ceață lăptoasă, funingine prinsă sub mascare, reziduuri resudate sau creste ascuțite topite.
Controlul ambalării
Panourile acrilice se zgârie dacă sunt ambalate ca o foaie de metal. Folia protectoare, protecția colțurilor, straturile anti-rugină și ambalajul care ține cont de umiditate nu sunt luxuriante atunci când expediați piese PMMA lustruite.
Întrebări frecvente
Ce este tăierea cu laser acrilic?
Tăierea cu laser a acrilului este un proces de fabricație care utilizează un fascicul laser CO2 concentrat, de obicei cu o lungime de undă apropiată de 10,6 µm, pentru a încălzi, topi, vaporiza și separa foi acrilice PMMA de-a lungul unui traseu programat, producând panouri, litere, afișaje, protecții, semne și piese decorative cu geometrie fină și margini potențial lustruite.
În producția reală, calitatea depinde de putere, viteză, focalizare, asistență cu aer, putere de evacuare, tip de foaie, mascare și disciplina operatorului. Laserul nu “taie” acrilicul ca o lamă. Acesta creează o traiectorie termică controlată, iar producătorul trebuie să gestioneze căldura și vaporii care vin cu el.
Cum sunt realizate panourile acrilice cu tăiere cu laser?
Panourile acrilice sunt realizate prin tăiere cu laser prin selectarea foii PMMA corecte, pregătirea unui fișier CAD sau vectorial, așezarea eficientă a pieselor, setarea parametrilor laserului CO2, tăierea foii sub flux de aer controlat, inspectarea marginilor și apoi curățarea, asamblarea, imprimarea, lipirea sau ambalarea panoului finit pentru utilizarea prevăzută.
Cei mai buni producători testează materialul exact înainte de producția completă. Ei nu se bazează pe diagrame generice. Un panou acrilic turnat transparent de 3 mm, un difuzor mat de 5 mm și un panou de afișaj colorat de 8 mm se pot comporta diferit chiar și pe aceeași mașină.
Care este cel mai bun acrilic pentru tăierea cu laser?
Cel mai bun acrilic pentru tăierea cu laser este, de obicei, PMMA turnat, atunci când contează claritatea marginilor, contrastul gravurii și calitatea vizuală premium, în timp ce PMMA extrudat poate fi mai bun pentru panourile plate cu costuri reduse, atunci când viteza și bugetul contează mai mult decât aspectul gravurii sau comportamentul perfect al marginilor.
Acestea fiind spuse, nu există un câștigător universal. Placa potrivită depinde de grosime, culoare, finisajul suprafeței, mascare, condițiile de iluminare, cerințele de lipire și dacă panoul va fi văzut de aproape. Un atelier serios validează foaia reală înainte de producție.
Este tăierea cu laser a plexiglasului la fel ca tăierea cu laser a acrilului?
Tăierea cu laser a plexiglasului este, în general, același proces ca și tăierea cu laser a acrilului, deoarece Plexiglas este un nume de marcă bine-cunoscut pentru foaia acrilică PMMA, deși cumpărătorii folosesc adesea “plexiglas” pentru a descrie multe foi de plastic transparente care nu sunt toate sigure sau potrivite pentru tăierea cu laser.
Această distincție este importantă. PMMA acrilic este de obicei tăiat cu laser cu sisteme CO2. Materialele plastice necunoscute, PVC, policarbonatul, compozitele acoperite și foile de plastic amestecate pot crea margini slabe, vapori, contaminarea mașinii sau probleme de siguranță. Producătorii trebuie să verifice materialul înainte de tăiere.
Cum previn producătorii arderea la tăierea cu laser a panourilor acrilice?
Producătorii previn arderea la tăierea cu laser a panourilor acrilice prin echilibrarea puterii laserului, a vitezei de deplasare, a înălțimii focalizării, a asistenței de aer, a fluxului de evacuare, a suportului patului și a condițiilor de mascare, astfel încât PMMA să se separe curat, fără căldură excesivă, urme de flacără, fum prins sau reziduuri topite lipite de marginea tăiată.
Cea mai frecventă greșeală este încetinirea prea mare. Setările lente pot supraîncălzi acrilicul, pot lărgi muchia și pot bruni marginea. O evacuare puternică contează de obicei mai mult decât o asistență agresivă a aerului atunci când obiectivul este o margine acrilică curată și lucioasă.
Tăierea cu laser a acrilului poate produce muchii lustruite?
Tăierea cu laser a acrilului poate produce margini cu aspect lustruit atunci când energia laserului CO2, focalizarea, viteza și fluxul de aer sunt reglate astfel încât marginea PMMA să se topească și să se resolidifieze fără probleme, fără pete de fum, bubuituri, albire, urme de flacără sau contaminare cu reziduuri de la o evacuare slabă sau optică murdară.
Dar acest lucru nu este automat. Acrilicul gros, mascarea necorespunzătoare, căldura excesivă, extracția slabă și folia de calitate slabă pot distruge marginea. O margine laser cu aspect lucios este un rezultat al procesului, nu o caracteristică garantată a mașinii.
Pasul următor: Nu mai cumpărați panouri în orb
Dacă achiziționați panouri acrilice tăiate cu laser, solicitați tipul de foaie, tipul de laser, toleranța la grosime, metoda de control al fumului, standardul de calitate a marginilor și politica de testare a tăierii înainte de a aproba producția.
Și dacă alegeți echipamente pentru fabricarea de panouri acrilice personalizate, începeți cu un flux de lucru acrilic CO2 real, nu cu o fantezie de putere. Revizuiți Bogong Laser's mașină de tăiat cu laser pentru acrilic, comparați-l cu foaia cea mai groasă, cu cel mai mic detaliu intern, cu finisajul așteptat al marginilor și cu planul de ventilație, apoi solicitați un test de tăiere folosind materialul PMMA real.
Acest singur test vă va spune mai multe decât zece broșuri de vânzări lustruite.



{kind=link}
Click fierbinte
Contactați-ne
Aplicație
©Copyright [bogonglaser.com]. BOGONG Laser Machine Supplier Toate drepturile rezervate.