Comment les fabricants produisent des panneaux acryliques à l'aide de la découpe au laser
Les panneaux acryliques semblent simples de l'extérieur. Dans un véritable atelier, ce sont la chimie, la chaleur, le flux d'air, l'optique, le jugement de l'opérateur et la pression de l'entreprise qui sont réunis dans un seul fichier découpé. Voici comment les fabricants produisent réellement des panneaux acryliques découpés au laser sans prétendre que le processus est magique.
La vérité sur l'usine derrière la découpe laser de l'acrylique
La fumée dit la vérité.
Dans la découpe au laser de l'acrylique, le panneau visible n'est que l'artefact final ; la véritable histoire de la fabrication se trouve dans la trajectoire du faisceau, la chimie du PMMA, le conduit d'échappement, la table de découpe, la cohérence des lots du fournisseur de feuilles et la volonté de l'opérateur de rejeter un bord “presque bon” avant qu'il ne devienne une plainte du client.
Alors pourquoi tant d'acheteurs continuent-ils à ne s'intéresser qu'au nombre de watts ?
Je dirai clairement qu'un dispositif de découpe acrylique bon marché peut produire de jolis échantillons, mais qu'il s'effondre souvent en cas de production répétée. Une lettre échantillon parfaite de 3 mm ne prouve pas que la machine peut produire 200 panneaux rétroéclairés, bien emboîtés, avec des bords nets, des tolérances stables et sans odeur de brûlé piégée dans le film de masquage. C'est là que les fabricants font la distinction entre la découpe amateur et la fabrication de panneaux acryliques sur mesure.
L'acrylique est généralement du PMMA (polyméthacrylate de méthyle), dont les unités répétées sont généralement représentées par C5H8O2. Le plexiglas, le Perspex, l'ACRYLITE et d'autres noms commerciaux appartiennent à la même famille commerciale. La raison pour laquelle les lasers CO2 dominent la découpe laser de feuilles acryliques n'est pas une question de marque. Il s'agit de la physique des longueurs d'onde : Les systèmes CO2 fonctionnent autour de 10,6 µm, et le PMMA transparent absorbe cette énergie dans l'infrarouge lointain bien mieux qu'il n'absorbe de nombreuses longueurs d'onde laser visibles ou proches de l'infrarouge.
Pour les lecteurs qui comparent les catégories d'équipement, la page de Bogong Laser sur un machine de découpe laser pour l'acrylique est le bon point de départ interne car il présente l'acrylique comme une application de découpe plutôt que comme un “travail de plastique” générique. Si vous souhaitez une explication au niveau du faisceau, vous pouvez consulter leur guide sur les Comment les machines de découpe laser CO2 découpent-elles les feuilles acryliques ? s'inscrit naturellement à côté de cet article.
Comment les panneaux en acrylique sont fabriqués avant même que le laser n'entre en action
Les fabricants ne commencent pas par le laser. Ils commencent par le contrôle des feuilles.
Un processus sérieux de fabrication de panneaux acryliques suit normalement cette chaîne :
- Choix du matériau : acrylique coulé, acrylique extrudé, acrylique miroir, PMMA dépoli, PMMA coloré ou feuille optique spéciale.
- Inspection des tôles : rayures, courbures, variations d'épaisseur, adhérence du masquage, exposition à l'humidité et marques de lot.
- Préparation CAD/CAM : DXF, AI, SVG, ou fichiers de production imbriqués avec compensation du trait de scie.
- Fixation et configuration du lit : nid d'abeille, lame de couteau, lit de broche, ou support sacrificiel en fonction des attentes en matière d'arêtes.
- Découpe au laser CO2 : focalisation du faisceau, vitesse, puissance, comportement des impulsions, assistance pneumatique et échappement.
- Post-traitement : ébavurage si nécessaire, lavage, polissage à la flamme, collage, impression, emballage et contrôle de qualité.
Mais le combat caché est celui du type de feuille.
L'acrylique coulé offre généralement un meilleur contraste de gravure et des bords décoratifs plus nets. L'acrylique extrudé se coupe souvent plus rapidement et coûte moins cher, mais il peut fondre différemment, sentir plus fort et se comporter de manière moins tolérante à la chaleur. Les fabricants qui recherchent des marges de signalisation aiment les prix des plaques extrudées ; les fabricants qui recherchent une qualité d'affichage supérieure préfèrent souvent les plaques coulées. Ce n'est pas de l'idéologie. Il s'agit d'un calcul de taux de rebut.
Pour les lecteurs spécialisés dans la signalisation, l'article de Bogong sur les découpe au laser de l'acrylique pour la fabrication de panneaux de signalisation vaut la peine d'être citée ici, car les faces des enseignes, les façades des lettres channel, les diffuseurs des caissons lumineux et les panneaux d'affichage du commerce de détail punissent tous, de différentes manières, le contrôle des bords faibles.
Table des matières

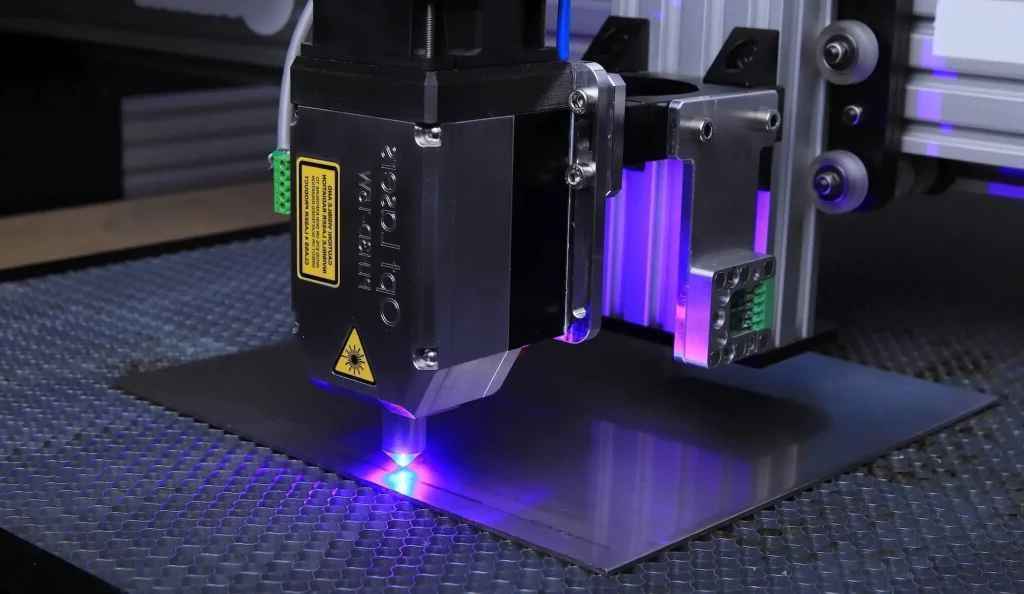
L'étape du laser CO2 : Il coupe par rupture thermique contrôlée
Le laser n'est pas un couteau.
Un couteau écarte le matériau par une force mécanique, tandis qu'un laser CO2 concentre l'énergie infrarouge dans un chemin étroit où le PMMA se ramollit, fond, se décompose, se vaporise et laisse derrière lui un trait de scie qui peut sembler poli si la chaleur, le flux d'air et le mouvement restent équilibrés.
Cela semble élégant, n'est-ce pas ?
Il n'est pas élégant que la lentille de mise au point soit sale, que l'échappement soit faible, que l'opérateur recopie d'anciens réglages d'une autre marque de feuilles ou que l'assistance pneumatique renvoie des résidus fondus sur un bord brillant. C'est ainsi que les “panneaux acryliques découpés au laser” se transforment en panneaux avec un voile, des bords bruns, des marques de frottement et une odeur mystérieuse.
Une configuration de production typique peut utiliser :
| Variable de production | Gamme commune d'usine | Ce qu'il contrôle réellement | Signe d'échec |
|---|---|---|---|
| Longueur d'onde du CO2 | ~10,6 µm | Absorption d'énergie par le PMMA | Découpe médiocre en cas d'utilisation d'un mauvais type de laser |
| Epaisseur de la tôle | 2 mm, 3 mm, 5 mm, 8 mm, 10 mm+. | Puissance, vitesse, concentration, charge thermique | Fusion, conicité, coupe incomplète |
| Indemnité pour les chevauchements | Souvent autour de 0,1-0,3 mm en fonction de l'optique et des réglages. | Ajustement des onglets, des fentes, des inserts, des lettres | Joints lâches ou pièces qui ne s'assemblent pas |
| Assistance pneumatique | Faible à modéré pour de nombreuses coupes acryliques | Suppression de la flamme et comportement des résidus | Bord dépoli, traces de flammes, taches de fumée |
| Échappement | Extraction dédiée, de préférence vérifiée par un test de fumée | Élimination des fumées et propreté des bords | Odeur, résidus, plaintes de l'opérateur |
| Position de mise au point | De la surface à un niveau légèrement inférieur à la surface | Forme des bords et densité d'énergie | Bordure large ou angulaire |
Le tableau n'est pas une recette. Il s'agit d'une étiquette d'avertissement.
Pour le travail sur les paramètres, renvoyez les lecteurs au guide pratique de Bogong sur les meilleurs réglages laser pour découper l'acrylique sans brûler, Il n'y a pas de fabricant responsable qui publie un chiffre “parfait” de vitesse-puissance et prétend qu'il couvre tous les tubes, lentilles, lits, marques de draps, couleurs, niveaux d'humidité et réglages de l'échappement.
La conversation de sécurité que la plupart des pages de vente évitent
Voici la dure vérité : la découpe au laser de l'acrylique n'est pas dangereuse par défaut, mais le contrôle paresseux des fumées est dangereux par conception.
L'administration américaine de la sécurité et de la santé au travail (Occupational Safety and Health Administration) déclare dans son document Manuel technique de l'OSHA sur les risques liés aux lasers qu'une ventilation adéquate devrait permettre de réduire les fumées et les vapeurs potentiellement dangereuses provenant de la découpe au laser et des interactions connexes en deçà des limites d'exposition applicables. Cela est important car le PMMA ne disparaît pas simplement lorsqu'il est découpé. Il devient un panache.
L'université Carnegie Mellon pour 2024 Lignes directrices de sécurité pour les découpeurs laser est encore plus brutale en termes de langage d'atelier : les découpeurs laser ne doivent être utilisés que dans des zones dotées d'un système d'échappement dédié ou d'un système de filtration approprié, et son tableau des émissions énumère les produits de polyméthacrylate de méthyle, y compris le MMA, l'acrylate d'éthyle, l'acétone, le formaldéhyde, le phénol et les HAP.
Cela devrait mettre fin à l'absurdité du “ça ne sent que le sucré”.
Une étude de 2023 en ACS Chemical Health & Safety (Santé et sécurité chimiques) sur émissions de dioxyde de carbone provenant de la découpe au laser de feuilles acryliques a examiné les émissions de particules et de gaz lors de la découpe au laser de l'acrylique, ce qui est exactement le type de recherche que les fabricants devraient lire avant de considérer l'extraction des fumées comme un ajout optionnel. Le Bureau des statistiques du travail des États-Unis a également publié une étude sur les émissions de particules et de gaz lors de la découpe au laser de l'acrylique.’ 2023-2024 données sur les accidents et les maladies déclarés par les employeurs a fait état de 2,5 millions de cas d'accidents du travail et de maladies professionnelles non mortels dans le secteur privé en 2024, soit une baisse de 3,1% par rapport à 2023, ce qui rappelle utilement que de meilleurs chiffres en matière de sécurité n'excusent pas la faiblesse des contrôles dans les ateliers.
Je ne fais confiance à aucun fournisseur de panneaux acryliques qui ne peut répondre à quatre questions sans improviser :
Quel est le système d'échappement utilisé ?
Un atelier doit savoir si les fumées sont évacuées à l'extérieur, par un système de filtration agréé ou par un système mixte. La réponse “Nous avons un ventilateur” n'est pas une réponse.
Quels sont les matériaux interdits ?
Le PVC est le signal d'alarme classique, car les matériaux contenant du chlore peuvent produire des sous-produits corrosifs et toxiques. Le polycarbonate, l'ABS, les plastiques composites inconnus et les feuilles revêtues méritent également la prudence.
Qui vérifie les paramètres de coupe ?
Si l'opérateur “sait juste”, le processus relève de la mémoire tribale et non de la fabrication.
Comment la qualité du produit fini est-elle contrôlée ?
Avant d'être emballés, les panneaux doivent être contrôlés au niveau de la brillance des bords, de la conicité, des microfissures, de l'odeur, de la brûlure de masquage, de la tolérance d'ajustement et de la contamination de la surface.
Découpe laser ou détourage CNC : Le choix de fabrication que personne ne devrait simplifier à l'excès
La découpe au laser est préférable pour les détails internes fins, les bords brillants, les travaux décoratifs serrés, les lettres en acrylique, les pièces d'affichage et les panneaux en PMMA de taille fine à moyenne. Le défonçage CNC est préférable lorsque l'atelier a besoin d'un matériau plus épais, de biseaux, de fraises, de poches mécaniques ou d'une géométrie de bord qu'un processus thermique ne peut pas produire proprement.
C'est la division pratique.
Pour les acheteurs qui comparent les deux processus, la comparaison de Bogong entre les deux processus est très utile. Découpe au laser ou fraisage CNC pour les matériaux acryliques est un lien utile car la décision est rarement “laser bon, défonceuse mauvaise”. La véritable décision concerne les exigences en matière de bords, l'épaisseur, la tolérance, le volume de production, la main-d'œuvre pour la finition et l'acceptabilité des bords affectés par la chaleur.
| Méthode | Meilleur cas d'utilisation | La force | Faiblesse | Mon verdict sur la fabrication |
|---|---|---|---|---|
| Découpe laser CO2 acrylique | Signalisation, affichages, panneaux, lettres, gabarits, PMMA décoratif | Potentiel de bord brillant, géométrie fine, pas d'usure d'outil | Fumées, effets de la chaleur, limites d'épaisseur | Idéal pour la production de panneaux acryliques de précision lorsque l'échappement et les réglages sont contrôlés |
| Défonçage CNC | Acrylique épais, caractéristiques usinées, biseaux, assemblages mécaniques | Excellente maîtrise du stock lourd et du travail sur les bords en 3D | Marques d'outils, copeaux, travail de polissage | Meilleur pour les pièces structurelles ou en acrylique épais |
| Coupe à la scie | Coupes droites, taille en vrac | Rapide et bon marché | Mauvais détail, bord plus rugueux | Utile avant la finition, faible pour les panneaux complexes |
| Polissage à la flamme après la coupe | Finition des bords | Aspect brillant | Risque de stress en cas d'abus | Il s'agit d'une étape de finition, mais pas d'un plan de sauvetage en cas de mauvaise coupe. |

Ce que signifie réellement le meilleur acrylique pour la découpe laser
Le meilleur acrylique pour la découpe laser est la feuille qui correspond à la fonction finale, à l'attente optique, à l'épaisseur et à la tolérance de production, et non pas simplement le PMMA le plus clair ou le moins cher disponible.
Pour les panneaux décoratifs, l'acrylique coulé l'emporte souvent. Pour les panneaux plats sensibles aux coûts, l'acrylique extrudé peut s'avérer judicieux. Pour les enseignes lumineuses, le degré de diffusion importe plus que la transparence brute. Pour les housses de protection, les exigences en matière d'impact et de nettoyage entrent en ligne de compte. Pour les présentoirs de vente au détail, la visibilité des rayures et l'aspect des bords peuvent déterminer si le panneau a un aspect haut de gamme ou jetable.
C'est là que les acheteurs inexpérimentés se font piéger : ils approuvent un échantillon fabriqué à partir d'une feuille et commandent la production à partir d'une autre. Puis le bord du panneau change, l'odeur change, le film protecteur brûle différemment, et le vendeur s'étonne.
Nous ne sommes pas surpris.
La découpe laser de feuilles acryliques doit être validée avec la marque, l'épaisseur, la couleur, le masquage et le lot exacts de la feuille chaque fois que le travail comporte un bord visible ou un ajustement serré de l'assemblage. Si le produit final comprend une gravure, la ressource de Bogong sur la gravure au laser doit être validée. Machine à graver au laser pour l'acrylique est un lien interne intelligent, car le contraste de la gravure et la qualité de la découpe se retrouvent souvent dans le même flux de production, mais nécessitent une logique de réglage différente.
Comment les fabricants contrôlent-ils la qualité de la fabrication de panneaux acryliques sur mesure ?
Les bons magasins ne se contentent pas de mesurer les dimensions.
Ils inspectent le bord. Ils sentent la pièce. Ils décollent le masquage au hasard. Ils vérifient que les petits trous ne sont pas déformés par la chaleur. Ils testent les languettes assemblées. Ils rejettent les panneaux présentant des marques de contraintes internes, car ces marques se transforment souvent en fissures après le transport, le nettoyage ou le collage.
Voici la pile de contrôle de qualité que j'attendrais d'un fabricant crédible :
Contrôle des matériaux entrants
L'atelier enregistre l'épaisseur de la feuille, l'identité du lot, l'état du masquage, les défauts de surface et le fait que l'acrylique soit coulé ou extrudé. Pour les assemblages de précision, même une variation d'épaisseur de 0,2 mm peut endommager l'ajustement.
Discipline du fichier de coupe
Le fichier CAO doit inclure la compensation du trait de scie, les largeurs de pont minimales, les attentes en matière de coins intérieurs, l'espacement des trous et la logique d'imbrication. Une mauvaise imbrication permet de réduire le coût de la tôle et crée une accumulation de chaleur. C'est une fausse économie.
Coupe d'essai avant production
Un carré de 20 mm, une fente de 5 mm, un petit cercle et un coin interne serré peuvent en révéler plus qu'un échantillon décoratif complet. J'aime les coupons d'essai laids parce qu'ils révèlent rapidement la vérité.
Inspection des bords et des surfaces
Un résultat de découpe laser de l'acrylique propre ne doit pas présenter de taches brunes sur les bords, de voile laiteux, de suie piégée sous le masquage, de résidus de ressoudage ou d'arêtes fondues vives.
Contrôle de l'emballage
Les panneaux en acrylique se rayent s'ils sont emballés comme de la tôle. Le film protecteur, la protection des angles, les couches anti-frottement et l'emballage adapté à l'humidité ne sont pas des luxes lors de l'expédition de pièces en PMMA poli.
FAQ
Qu'est-ce que la découpe laser de l'acrylique ?
La découpe laser de l'acrylique est un processus de fabrication qui utilise un faisceau laser CO2 focalisé, généralement d'une longueur d'onde proche de 10,6 µm, pour chauffer, fondre, vaporiser et séparer des feuilles acryliques PMMA le long d'un parcours d'outil programmé, produisant des panneaux, des lettres, des présentoirs, des protections, des enseignes et des pièces décoratives avec une géométrie fine et des bords potentiellement polis.
En production réelle, la qualité dépend de la puissance, de la vitesse, de la mise au point, de l'assistance pneumatique, de la force d'échappement, du type de feuille, du masquage et de la discipline de l'opérateur. Le laser ne “tranche” pas l'acrylique comme une lame. Il crée un chemin thermique contrôlé et le fabricant doit gérer la chaleur et la vapeur qui l'accompagnent.
Comment sont fabriqués les panneaux acryliques par découpe laser ?
Les panneaux acryliques sont fabriqués à l'aide d'une découpe au laser. Pour ce faire, il faut sélectionner la bonne feuille de PMMA, préparer un fichier CAO ou vectoriel, imbriquer les pièces de manière efficace, régler les paramètres du laser CO2, découper la feuille sous un flux d'air contrôlé, inspecter les bords, puis nettoyer, assembler, imprimer, coller ou emballer le panneau fini en fonction de l'usage auquel il est destiné.
Les meilleurs fabricants testent le matériau exact avant la production complète. Ils ne s'appuient pas sur des tableaux génériques. Un panneau acrylique coulé transparent de 3 mm, un diffuseur dépoli de 5 mm et un panneau d'affichage coloré de 8 mm peuvent se comporter différemment, même sur la même machine.
Quel est le meilleur acrylique pour la découpe au laser ?
Le meilleur acrylique pour la découpe laser est généralement le PMMA coulé lorsque la clarté des bords, le contraste de la gravure et la qualité visuelle supérieure sont importants, tandis que le PMMA extrudé peut être meilleur pour les panneaux plats moins coûteux où la vitesse et le budget sont plus importants que l'aspect de la gravure ou le comportement parfait des bords.
Cela dit, il n'y a pas de gagnant universel. Le choix de la bonne feuille dépend de l'épaisseur, de la couleur, de la finition de surface, du masquage, des conditions d'éclairage, des exigences en matière de collage et du fait que le panneau sera vu de près ou non. Un atelier sérieux valide la feuille avant la production.
La découpe laser du plexiglas est-elle la même que celle de l'acrylique ?
La découpe laser du plexiglas est généralement le même processus que la découpe laser de l'acrylique, car le plexiglas est une marque bien connue pour les feuilles acryliques en PMMA, bien que les acheteurs utilisent souvent le terme “plexiglas” pour décrire de nombreuses feuilles de plastique transparent qui ne sont pas toutes sûres ou adaptées à la découpe laser.
Cette distinction est importante. L'acrylique PMMA est généralement découpé au laser avec des systèmes CO2. Les plastiques inconnus, le PVC, le polycarbonate, les composites revêtus et les feuilles de plastique mélangées peuvent créer de mauvais bords, des fumées, une contamination de la machine ou des problèmes de sécurité. Les fabricants doivent vérifier le matériau avant de le découper.
Comment les fabricants peuvent-ils éviter les brûlures lors de la découpe au laser de panneaux acryliques ?
Les fabricants évitent les brûlures lors de la découpe au laser de panneaux acryliques en équilibrant la puissance du laser, la vitesse de déplacement, la hauteur de focalisation, l'assistance d'air, le flux d'échappement, le support du lit et les conditions de masquage de manière à ce que le PMMA se sépare proprement sans échauffement excessif, sans marques de flamme, sans fumée piégée ou sans résidus fondus collés au bord de la découpe.
L'erreur la plus fréquente est de trop ralentir. Les réglages lents peuvent surchauffer l'acrylique, élargir le trait de scie et brunir le bord. Un échappement puissant est généralement plus important qu'une assistance pneumatique agressive lorsque l'objectif est d'obtenir un bord acrylique propre et brillant.
La découpe laser de l'acrylique peut-elle produire des bords polis ?
La découpe laser de l'acrylique peut produire des bords d'aspect poli lorsque l'énergie, la focalisation, la vitesse et le flux d'air du laser CO2 sont réglés de manière à ce que le bord du PMMA fonde et se resolidifie en douceur sans taches de fumée, bulles, blanchiment, marques de flamme ou contamination par des résidus provenant d'un mauvais échappement ou d'une optique sale.
Mais ce n'est pas automatique. Un acrylique épais, un mauvais masquage, une chaleur excessive, une extraction faible et une feuille de mauvaise qualité peuvent tous ruiner le bord. Un bord laser d'aspect poli est un résultat du processus, et non une caractéristique garantie de la machine.
Votre prochaine étape : Ne plus acheter de panneaux à l'aveugle
Si vous vous approvisionnez en panneaux acryliques découpés au laser, demandez le type de feuille, le type de laser, la tolérance d'épaisseur, la méthode de contrôle des fumées, la norme de qualité des bords et la politique d'essai de découpe avant d'approuver la production.
Et si vous choisissez un équipement pour la fabrication de panneaux acryliques personnalisés, commencez par un véritable flux de travail CO2 pour l'acrylique, et non une fantaisie en termes de puissance. Revue Bogong Laser's machine de découpe laser pour l'acrylique, Pour ce faire, comparez-la à votre feuille la plus épaisse, aux détails internes les plus petits, à la finition des bords prévue et au plan de ventilation, puis demandez une coupe d'essai en utilisant votre matériau PMMA réel.
Ce seul test vous en dira plus que dix brochures de vente bien léchées.



{kind=link}
Hot Click
Nous contacter
Application
©Copyright [bogonglaser.com]. BOGONG Laser Machine Supplier Tous droits réservés.