Wie Hersteller Acrylglasplatten mit Laserschneiden produzieren
Acrylglasplatten sehen von außen einfach aus. In einer echten Werkstatt sind Chemie, Hitze, Luftströmung, Optik, Urteilsvermögen des Bedieners und geschäftlicher Druck in einer einzigen Schnittdatei vereint. Hier erfahren Sie, wie Hersteller tatsächlich lasergeschnittene Acrylplatten herstellen, ohne so zu tun, als sei der Prozess magisch.
Die Werkswahrheit hinter dem Laserschneiden von Acrylglas
Rauch sagt die Wahrheit.
Beim Laserschneiden von Acrylglas ist die sichtbare Platte nur das letzte Artefakt; die eigentliche Geschichte der Herstellung liegt im Strahlengang, in der PMMA-Chemie, im Abluftkanal, im Schneidetisch, in der Chargenkonsistenz des Blechlieferanten und in der Bereitschaft des Bedieners, eine “fast gute” Kante zurückzuweisen, bevor es zu einer Kundenbeschwerde kommt.
Warum also fragen so viele Käufer immer noch nur nach der Wattzahl?
Ich sage es ganz offen: Eine billige Acrylschneideanlage kann zwar schöne Muster herstellen, bricht aber oft bei der Wiederholungsproduktion zusammen. Ein perfektes 3 mm-Muster beweist nicht, dass die Maschine 200 hintergrundbeleuchtete Platten mit sauberen Kanten, stabilen Toleranzen und ohne verbrannten Geruch in der Abdeckfolie herstellen kann. Hier unterscheiden die Hersteller zwischen dem Hobby-Schneiden und der kundenspezifischen Herstellung von Acrylplatten.
Bei Acrylglas handelt es sich in der Regel um PMMA, Polymethylmethacrylat, dessen chemische Wiederholungseinheit üblicherweise als C5H8O2 dargestellt wird. Plexiglas, Plexiglas, ACRYLITE und andere Markennamen gehören zur gleichen Handelsfamilie. Der Grund für die Dominanz von CO2-Lasern beim Laserschneiden von Acrylglasplatten ist nicht die Markenbildung. Es ist die Physik der Wellenlänge: CO2-Systeme arbeiten im Bereich von 10,6 µm, und klares PMMA absorbiert diese Energie im fernen Infrarot viel besser als viele sichtbare oder nahinfrarote Laserwellenlängen.
Für Leser, die Ausrüstungskategorien vergleichen möchten, ist die Seite von Bogong Laser über eine Laserschneidmaschine für Acryl ist der richtige interne Ausgangspunkt, da er Acryl als eine Schneidanwendung und nicht als einen allgemeinen “Kunststoffauftrag” darstellt. Wenn Sie eine Erklärung auf Strahlebene wünschen, finden Sie den Leitfaden auf wie CO2-Laserschneidmaschinen Acrylglasplatten schneiden passt natürlich zu diesem Artikel.
Wie Acrylplatten hergestellt werden, bevor der Laser überhaupt brennt
Die Hersteller beginnen nicht mit dem Laser. Sie beginnen mit der Blechkontrolle.
Ein seriöses Verfahren zur Herstellung von Acrylplatten folgt normalerweise dieser Kette:
- Materialauswahl: gegossenes Acryl, extrudiertes Acryl, verspiegeltes Acryl, mattiertes PMMA, farbiges PMMA oder spezielle optische Platten.
- Blechinspektion: Kratzer, Wölbungen, Dickenunterschiede, Abdeckungshaftung, Feuchtigkeitseinwirkung und Chargenmarkierungen.
- CAD/CAM-Vorbereitung: DXF, AI, SVG oder verschachtelte Produktionsdateien mit Schnittspaltkompensation.
- Einrichtung der Vorrichtung und des Bettes: Wabe, Messerklinge, Stiftbett oder Opferstütze je nach den Erwartungen an die Kante.
- CO2-Laserschneiden: Strahlfokus, Geschwindigkeit, Leistung, Pulsverhalten, Luftunterstützung und Absaugung.
- Nachbearbeitung: Entgraten, wo nötig, Waschen, Flammpolieren, Kleben, Drucken, Verpacken und Qualitätskontrolle.
Aber der verborgene Kampf ist die Blattart.
Gegossenes Acryl ergibt in der Regel einen besseren Gravurkontrast und sauberere dekorative Kanten. Extrudiertes Acrylglas lässt sich oft schneller schneiden und kostet weniger, aber es kann anders schmelzen, strenger riechen und sich bei Hitze weniger verzeihend verhalten. Hersteller, die auf Gewinnspannen bei der Beschilderung aus sind, bevorzugen die Preise für extrudierte Platten; Hersteller, die auf erstklassige Displayqualität aus sind, bevorzugen oft gegossene Platten. Das ist keine Ideologie. Das ist eine Kalkulation der Ausschussrate.
Für Leser, die sich für Beschilderung interessieren, ist Bogongs Artikel über Laserschneiden von Acryl für die Herstellung von Schildern ist es wert, hier verlinkt zu werden, weil Schilder, Channel-Letter-Fronten, Leuchtkästen und Schautafeln für den Einzelhandel alle auf unterschiedliche Weise eine schwache Kantenkontrolle bestrafen.
Inhaltsübersicht

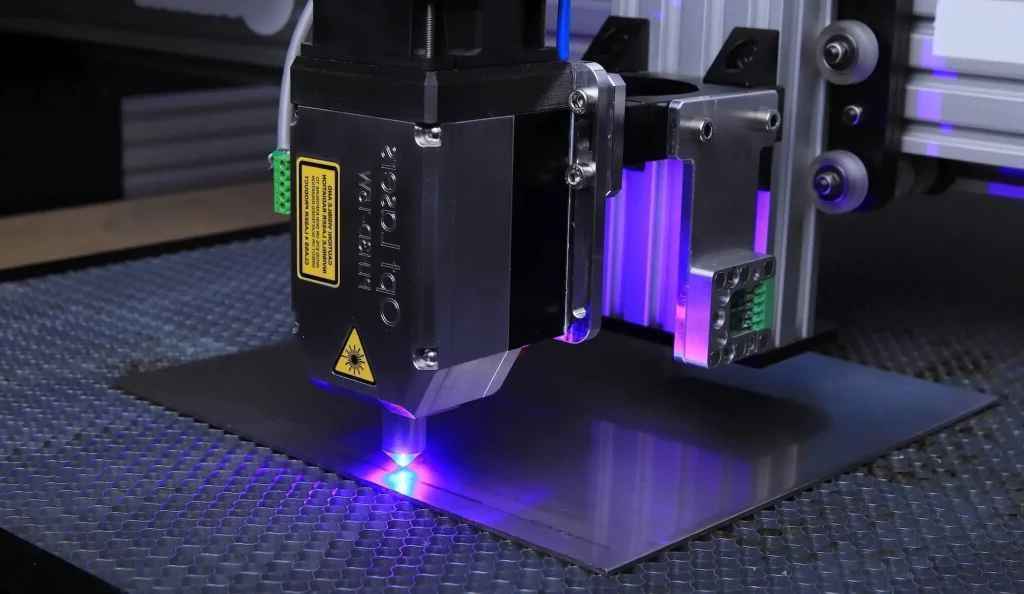
Der CO2-Laser Schritt: Er schneidet durch kontrolliertes thermisches Versagen
Der Laser ist kein Messer.
Ein Messer drückt das Material durch mechanische Kraft auseinander, während ein CO2-Laser Infrarotenergie in einen engen Pfad fokussiert, in dem PMMA erweicht, schmilzt, sich zersetzt, verdampft und eine Schnittfuge hinterlässt, die poliert aussehen kann, wenn Hitze, Luftstrom und Bewegung im Gleichgewicht bleiben.
Klingt elegant, oder?
Es ist nicht elegant, wenn die Fokuslinse verschmutzt ist, die Absaugung schwach ist, der Bediener alte Einstellungen von einer anderen Plattenmarke kopiert oder die Luftunterstützung geschmolzene Rückstände auf eine glänzende Kante zurückbläst. So werden aus “lasergeschnittenen Acrylplatten” Platten mit Trübungen, braunen Kanten, Rattermarken und geheimnisvollem Geruch.
Ein typischer Produktionsaufbau kann Folgendes beinhalten:
| Produktion Variable | Gemeinsamer Werksbereich | Was es tatsächlich kontrolliert | Misserfolgszeichen |
|---|---|---|---|
| CO2-Wellenlänge | ~10,6 µm | PMMA-Energieabsorption | Schlechter Schnitt, wenn der falsche Lasertyp verwendet wird |
| Blechdicke | 2 mm, 3 mm, 5 mm, 8 mm, 10 mm+ | Leistung, Geschwindigkeit, Fokus, Wärmebelastung | Rückschmelzen, Verjüngung, unvollständiger Schnitt |
| Spaltzugabe | Oft etwa 0,1-0,3 mm je nach Optik und Einstellungen | Montage von Laschen, Schlitzen, Einlagen, Buchstaben | Lose Verbindungen oder Teile, die sich nicht zusammenfügen |
| Luftunterstützung | Gering bis mäßig für viele Acrylschnitte | Flammenunterdrückung und Rückstandsverhalten | Mattierter Rand, Flammenspuren, Rauchflecken |
| Auspuff | Dedizierte Absaugung, vorzugsweise durch Rauchtest verifiziert | Rauchabsaugung und Kantensauberkeit | Geruch, Rückstände, Beschwerden der Anwender |
| Fokus Position | Oberfläche bis knapp unter der Oberfläche | Kantenform und Energiedichte | Breite Schnittfuge oder abgewinkelte Kante |
Die Tabelle ist kein Rezept. Sie ist ein Warnhinweis.
Für die Arbeit mit Parametern verweisen Sie die Leser auf den praktischen Leitfaden von Bogong über Beste Lasereinstellungen zum Schneiden von Acryl ohne Verbrennungen, Denn kein verantwortungsbewusster Hersteller sollte eine “perfekte” Geschwindigkeits-/Leistungszahl veröffentlichen und so tun, als ob sie für jede Röhre, jedes Objektiv, jedes Bett, jede Betttuchmarke, jede Farbe, jeden Feuchtigkeitsgrad und jede Abgasanlage gilt.
Das Sicherheitsgespräch, das auf den meisten Verkaufsseiten vermieden wird
Hier ist die harte Wahrheit: Das Laserschneiden von Acrylglas ist nicht standardmäßig unsicher, aber eine faule Abgasreinigung ist von vornherein unsicher.
Die U.S. Occupational Safety and Health Administration erklärt in ihrem OSHA Technical Manual über Lasergefahren dass eine angemessene Belüftung dafür sorgen sollte, dass potenziell gefährliche Dämpfe beim Laserschneiden und den damit verbundenen Wechselwirkungen unter die geltenden Expositionsgrenzwerte fallen. Das ist wichtig, weil PMMA beim Schneiden nicht einfach verschwindet. Es wird zu einer Dampffahne.
Die Carnegie Mellon Universität 2024 Sicherheitsrichtlinien für Laserschneider ist in der Fachsprache sogar noch unverblümter: Laserschneider sollten nur in Bereichen mit einer speziellen Absaugung oder einer geeigneten Filterung verwendet werden, und in der Emissionstabelle sind die Emissionen von Polymethylmethacrylat, einschließlich MMA, Ethylacrylat, Aceton, Formaldehyd, Phenol und PAK aufgeführt.
Das sollte den Unsinn “es riecht nur süß” beenden.
Eine Studie aus dem Jahr 2023 ACS Chemische Gesundheit und Sicherheit auf Emissionen beim Schneiden von Acrylplatten mit einem Kohlendioxidlaser untersuchte die Partikel- und Gasemissionen beim Laserschneiden von Acrylglas. Dies ist genau die Art von Forschungsergebnissen, die Hersteller lesen sollten, bevor sie die Rauchgasabsaugung als optionales Zusatzprodukt betrachten. Und die Studie des U.S. Bureau of Labor Statistics’ 2023-2024 vom Arbeitgeber gemeldete Daten über Verletzungen und Krankheiten meldete für 2024 2,5 Millionen nicht tödliche Arbeitsunfälle und Krankheiten in der Privatindustrie, was einem Rückgang von 3,1% gegenüber 2023 entspricht und daran erinnert, dass bessere Sicherheitszahlen keine Entschuldigung für schwache Betriebskontrollen sind.
Ich traue keinem Anbieter von Acrylplatten, der vier Fragen nicht beantworten kann, ohne zu improvisieren:
Welche Auspuffanlage wird verwendet?
Eine Werkstatt sollte wissen, ob die Dämpfe ins Freie, durch zugelassene Filteranlagen oder durch eine gemischte Anlage geleitet werden. “Wir haben einen Ventilator” ist keine Antwort.
Welche Materialien sind verboten?
PVC ist der Klassiker unter den roten Fahnen, da chlorhaltige Materialien korrosive und giftige Nebenprodukte erzeugen können. Auch Polycarbonat, ABS, unbekannte Verbundkunststoffe und beschichtete Platten sind mit Vorsicht zu genießen.
Wer prüft die Schnitteinstellungen?
Wenn der Bediener “nur weiß”, ist der Prozess ein Stammesgedächtnis, keine Fertigung.
Wie wird die fertige Qualität geprüft?
Die Platten sollten vor dem Verpacken auf Kantenglanz, Verjüngung, Mikrorisse, Geruch, Abdeckbrand, Passgenauigkeit und Oberflächenverschmutzung geprüft werden.
Laserschneiden vs. CNC-Fräsen: Die Entscheidung in der Fertigung, die niemand zu stark vereinfachen sollte
Das Laserschneiden eignet sich besser für feine interne Details, glänzende Kanten, enge dekorative Arbeiten, Acrylbuchstaben, Displayteile und dünne bis mittelgroße PMMA-Platten. CNC-Fräsen ist besser, wenn der Betrieb dickere Materialien, Fasen, Senkungen, mechanische Taschen oder Kantengeometrien benötigt, die ein thermisches Verfahren nicht sauber herstellen kann.
Das ist die praktische Aufteilung.
Für Käufer, die die beiden Verfahren vergleichen, ist Bogongs Vergleich von Laserschneiden vs. CNC-Fräsen bei Acrylmaterialien ist ein nützliches Hilfsmittel, denn die Entscheidung lautet selten “Laser gut, Fräser schlecht”. Die eigentliche Entscheidung ist die Anforderung an die Kante, die Dicke, die Toleranz, das Produktionsvolumen, der Arbeitsaufwand für die Nachbearbeitung und die Frage, ob wärmebeeinflusste Kanten akzeptabel sind.
| Methode | Bester Anwendungsfall | Stärke | Schwäche | Mein Urteil zur Herstellung |
|---|---|---|---|---|
| CO2-Acryl-Laserschneiden | Beschilderung, Displays, Tafeln, Buchstaben, Schablonen, dekoratives PMMA | Glänzendes Kantenpotenzial, feine Geometrie, kein Werkzeugverschleiß | Dämpfe, Wärmewirkung, Dickengrenzen | Am besten geeignet für die Herstellung von Präzisions-Acrylplatten, wenn Absaugung und Einstellungen kontrolliert werden |
| CNC-Fräsen | Dickes Acryl, maschinell bearbeitete Merkmale, Fasen, mechanische Baugruppen | Stark bei schwerem Material und 3D-Kantenbearbeitung | Werkzeugspuren, Späne, Polierarbeiten | Besser für strukturelle oder dicke Acrylteile |
| Sägeschnitt | Gerade Zuschnitte, Massenschlichten | Schnell und günstig | Schlechte Details, raue Kanten | Nützlich vor der Fertigstellung, schwach bei komplexen Platten |
| Flammenpolieren nach dem Schneiden | Kantenbearbeitung | Hochglanz-Look | Stressrisiko bei Missbrauch | Gut als Abschluss, nicht als Rettungsplan für schlechtes Schneiden |

Was das beste Acryl für das Laserschneiden wirklich bedeutet
Das beste Acrylglas für das Laserschneiden ist die Platte, die der endgültigen Funktion, den optischen Erwartungen, der Dicke und den Produktionstoleranzen entspricht, und nicht einfach das klarste oder billigste PMMA, das verfügbar ist.
Für dekorative Platten wird oft gegossenes Acryl verwendet. Bei kostensensiblen flachen Platten kann extrudiertes Acryl sinnvoll sein. Bei beleuchteten Schildern ist der Diffusionsgrad wichtiger als die reine Transparenz. Bei Schutzabdeckungen spielen Aufprall- und Reinigungsanforderungen eine Rolle. Bei Displays für den Einzelhandel können die Sichtbarkeit von Kratzern und das Aussehen der Kanten darüber entscheiden, ob die Platte hochwertig oder wegwerfbar aussieht.
Das ist der Punkt, an dem unerfahrene Einkäufer in die Falle tappen: Sie geben ein Muster aus einer Platte frei und bestellen die Produktion aus einer anderen. Dann verändert sich die Plattenkante, der Geruch ändert sich, die Schutzfolie brennt anders, und der Verkäufer reagiert überrascht.
Das überrascht uns nicht.
Das Laserschneiden von Acrylglasplatten sollte mit der genauen Marke, Dicke, Farbe, Maskierung und Charge validiert werden, wenn der Auftrag eine sichtbare Kante oder eine enge Montagepassung aufweist. Wenn das Endprodukt eine Gravur enthält, sollten Sie die Bogong-Ressourcen auf Lasergraviermaschine für Acryl ist eine intelligente interne Verknüpfung, da Gravurkontrast und Schnittqualität oft in denselben Produktionsablauf eingebunden sind, aber unterschiedliche Einstellungslogiken erfordern.
Wie Hersteller die Qualität bei der Herstellung von kundenspezifischen Acrylplatten kontrollieren
Gute Geschäfte messen mehr als nur die Abmessungen.
Sie inspizieren die Kante. Sie riechen an dem Teil. Sie lösen stichprobenartig die Maskierung ab. Sie prüfen kleine Löcher auf Wärmeverformung. Sie prüfen montierte Laschen. Sie lehnen Platten mit inneren Spannungsspuren ab, da sich diese Spuren nach dem Transport, der Reinigung oder dem Verkleben oft in Risse verwandeln.
Hier ist der QC-Stapel, den ich von einem glaubwürdigen Hersteller erwarten würde:
Materialeingangskontrolle
Die Werkstatt erfasst die Plattendicke, die Chargenidentität, den Zustand der Abdeckungen, Oberflächenfehler und ob das Acryl gegossen oder extrudiert wurde. Bei Präzisionsbauteilen kann schon eine Abweichung von 0,2 mm die Passgenauigkeit beeinträchtigen.
Cut File Discipline
Die CAD-Datei sollte einen Schnittspaltausgleich, minimale Brückenbreiten, Erwartungen an die Innenecken, Lochabstände und Verschachtelungslogik enthalten. Eine schlechte Verschachtelung spart Blechkosten und erzeugt einen Wärmestau. Das ist falsche Ökonomie.
Testschnitt vor der Produktion
Ein 20-mm-Quadrat, ein 5-mm-Schlitz, ein kleiner Kreis und eine enge Innenecke können mehr verraten als eine vollständige dekorative Probe. Ich mag hässliche Testkupons, weil sie schnell die Wahrheit sagen.
Kanten- und Oberflächeninspektion
Ein sauberes Ergebnis beim Laserschneiden von Acrylglas sollte keine braunen Kanten, milchigen Trübungen, unter der Maskierung eingeschlossenen Ruß, nachgeschweißte Rückstände oder scharfe Schmelzkanten aufweisen.
Verpackungskontrolle
Acrylplatten zerkratzen, wenn sie wie Bleche verpackt werden. Schutzfolien, Eckenschutz, Anti-Rubbel-Schichten und feuchtigkeitsbewusste Verpackungen sind kein Luxus, wenn man polierte PMMA-Teile versendet.
FAQs
Was ist Acryl-Laserschneiden?
Das Laserschneiden von Acrylglas ist ein Fertigungsverfahren, bei dem ein fokussierter CO2-Laserstrahl, in der Regel mit einer Wellenlänge von 10,6 µm, zum Erhitzen, Schmelzen, Verdampfen und Trennen von PMMA-Acrylglasplatten entlang eines programmierten Werkzeugweges verwendet wird, um Platten, Buchstaben, Displays, Schutzvorrichtungen, Schilder und dekorative Teile mit feiner Geometrie und möglicherweise polierten Kanten herzustellen.
In der realen Produktion hängt die Qualität von der Leistung, der Geschwindigkeit, dem Fokus, der Luftunterstützung, der Stärke der Absaugung, dem Plattentyp, der Maskierung und der Disziplin des Bedieners ab. Der Laser “schneidet” Acryl nicht wie eine Klinge. Er erzeugt einen kontrollierten Wärmepfad, und der Hersteller muss die damit einhergehende Hitze und den Dampf kontrollieren.
Wie werden Acrylplatten durch Laserschneiden hergestellt?
Acrylplatten werden durch Laserschneiden hergestellt, indem die richtige PMMA-Platte ausgewählt wird, eine CAD- oder Vektordatei erstellt wird, die Teile effizient verschachtelt werden, die CO2-Laserparameter eingestellt werden, die Platte unter kontrolliertem Luftstrom geschnitten wird, die Kanten geprüft werden und die fertige Platte dann gereinigt, zusammengesetzt, bedruckt, verklebt oder für den vorgesehenen Verwendungszweck verpackt wird.
Die besten Hersteller testen das genaue Material vor der Produktion. Sie verlassen sich nicht auf generische Tabellen. Eine 3 mm dicke, klare, gegossene Acrylplatte, ein 5 mm dicker, mattierter Diffusor und eine 8 mm dicke, farbige Displayplatte können sich selbst auf derselben Maschine unterschiedlich verhalten.
Welches ist das beste Acryl zum Laserschneiden?
Das beste Acryl für das Laserschneiden ist in der Regel gegossenes PMMA, wenn es auf klare Kanten, Gravurkontrast und erstklassige visuelle Qualität ankommt, während extrudiertes PMMA besser für kostengünstigere flache Platten geeignet ist, bei denen Geschwindigkeit und Budget wichtiger sind als das Aussehen der Gravur oder ein perfektes Kantenverhalten.
Allerdings gibt es keinen Universalsieger. Welches Blech das richtige ist, hängt von der Dicke, der Farbe, der Oberflächenbeschaffenheit, der Maskierung, den Lichtverhältnissen, den Klebeanforderungen und davon ab, ob die Platte aus der Nähe betrachtet werden soll. Ein seriöses Unternehmen prüft die tatsächliche Platte vor der Produktion.
Ist das Laserschneiden von Plexiglas dasselbe wie das Laserschneiden von Acryl?
Das Laserschneiden von Plexiglas ist in der Regel dasselbe Verfahren wie das Laserschneiden von Acrylglas, da Plexiglas ein bekannter Markenname für PMMA-Acrylglas ist, auch wenn Käufer den Begriff “Plexiglas” oft beiläufig verwenden, um viele klare Kunststoffplatten zu beschreiben, die möglicherweise nicht alle sicher oder für das Laserschneiden geeignet sind.
Diese Unterscheidung ist wichtig. PMMA-Acryl wird in der Regel mit CO2-Systemen geschnitten. Unbekannte Kunststoffe, PVC, Polycarbonat, beschichtete Verbundwerkstoffe und gemischte Kunststoffplatten können schlechte Kanten, Dämpfe, Maschinenverschmutzung oder Sicherheitsprobleme verursachen. Die Hersteller sollten das Material vor dem Schneiden überprüfen.
Wie verhindern die Hersteller beim Laserschneiden von Acrylplatten Verbrennungen?
Die Hersteller verhindern Verbrennungen beim Laserschneiden von Acrylplatten, indem sie die Laserleistung, die Verfahrgeschwindigkeit, die Fokushöhe, die Luftunterstützung, den Abluftstrom, die Bettunterstützung und die Maskierungsbedingungen so aufeinander abstimmen, dass das PMMA sauber getrennt wird, ohne dass es zu übermäßiger Hitzeentwicklung, Flammenspuren, eingeschlossenem Rauch oder an der Schnittkante haftenden Schmelzrückständen kommt.
Der häufigste Fehler besteht darin, die Geschwindigkeit zu stark zu verringern. Langsame Einstellungen können das Acryl überhitzen, den Schnittspalt verbreitern und die Kante bräunen. Eine starke Absaugung ist in der Regel wichtiger als eine aggressive Luftunterstützung, wenn das Ziel eine saubere, glänzende Acrylkante ist.
Kann man beim Laserschneiden von Acryl polierte Kanten erzeugen?
Beim Schneiden von Acrylglas können poliert aussehende Kanten erzeugt werden, wenn die Energie des CO2-Lasers, der Fokus, die Geschwindigkeit und der Luftstrom so eingestellt sind, dass die PMMA-Kante gleichmäßig schmilzt und wieder erstarrt, ohne dass es zu Rauchflecken, Blasenbildung, Weißfärbung, Flammenspuren oder Verunreinigungen durch Rückstände aufgrund einer schlechten Absaugung oder verschmutzten Optik kommt.
Aber das ist kein Automatismus. Dickes Acryl, schlechte Maskierung, übermäßige Hitze, schwache Absaugung und minderwertige Bleche können die Kante ruinieren. Eine poliert aussehende Laserkante ist ein Prozessergebnis, keine garantierte Maschinenfunktion.
Ihr nächster Schritt: Hören Sie auf, Paneele blind zu kaufen
Wenn Sie lasergeschnittene Acrylplatten kaufen, fragen Sie nach dem Plattentyp, dem Lasertyp, der Dickentoleranz, der Rauchkontrollmethode, dem Kantenqualitätsstandard und den Richtlinien für den Testschnitt, bevor Sie die Produktion genehmigen.
Und wenn Sie sich für ein Gerät zur Herstellung von Acrylglasplatten entscheiden, sollten Sie mit einem echten CO2-Acrylglas-Workflow beginnen, nicht mit einer Fantasie-Wattleistung. Überprüfung Bogong Laser's Laserschneidmaschine für Acryl, Vergleichen Sie sie mit Ihrer dicksten Platte, dem kleinsten internen Detail, der erwarteten Kantenbearbeitung und dem Belüftungsplan und fordern Sie dann einen Testschnitt mit Ihrem tatsächlichen PMMA-Material an.
Dieser eine Test sagt Ihnen mehr als zehn ausgefeilte Verkaufsbroschüren.



{kind=link}
Heißer Klick
Kontakt
Anmeldung
©Copyright [bogonglaser.com]. BOGONG Laser Maschine Lieferant Alle Rechte vorbehalten.