Cómo fabricar paneles acrílicos mediante corte por láser
Los paneles acrílicos parecen sencillos desde fuera. Dentro de un taller real, son la química, el calor, el flujo de aire, la óptica, el juicio del operario y la presión empresarial empaquetados en un archivo de corte. He aquí cómo los fabricantes producen realmente paneles acrílicos cortados por láser sin pretender que el proceso es mágico.
La verdad de fábrica sobre el corte por láser de acrílico
El humo dice la verdad.
En el corte por láser de acrílico, el panel visible es sólo el artefacto final; la verdadera historia de la fabricación se encuentra dentro de la trayectoria del haz, la química del PMMA, el conducto de escape, la mesa de corte, la consistencia del lote del proveedor de chapas y la voluntad del operario de rechazar un borde “casi bueno” antes de que se convierta en una queja del cliente.
Entonces, ¿por qué tantos compradores siguen preguntando sólo por la potencia en vatios?
Voy a decir la parte tranquila sin rodeos: una configuración barata de corte de acrílico puede hacer bonitas muestras, pero a menudo se derrumba bajo la producción repetida. Una carta de muestra perfecta de 3 mm no demuestra que la máquina pueda fabricar 200 paneles retroiluminados, bien anidados, con bordes limpios, tolerancias estables y sin olor a quemado atrapado en la película de enmascaramiento. Ahí es donde los fabricantes separan el corte por afición de la fabricación de paneles acrílicos a medida.
El acrílico suele ser PMMA, polimetacrilato de metilo, cuya unidad de repetición química suele representarse como C5H8O2. Plexiglás, Perspex, ACRYLITE y otros nombres comerciales pertenecen a la misma familia comercial. La razón por la que los láseres de CO2 dominan el corte por láser de láminas acrílicas no es la marca. Es la física de la longitud de onda: Los sistemas de CO2 funcionan en torno a 10,6 µm, y el PMMA transparente absorbe esa energía infrarroja lejana mucho mejor de lo que absorbe muchas longitudes de onda láser visibles o cercanas al infrarrojo.
Para los lectores que comparen categorías de equipos, la página de Bogong Laser sobre un máquina de corte por láser para acrílico es el punto de partida interno adecuado porque enmarca el acrílico como una aplicación de corte y no como un “trabajo de plástico” genérico. Si desea la explicación a nivel de viga, su guía sobre cómo cortan las máquinas de corte por láser de CO2 las planchas de acrílico encaja de forma natural al lado de este artículo.
Cómo se fabrican los paneles acrílicos antes de que se dispare el láser
Los fabricantes no empiezan con el láser. Empiezan por el control de las hojas.
Un proceso serio de fabricación de paneles acrílicos sigue normalmente esta cadena:
- Selección de materiales: acrílico fundido, acrílico extruido, acrílico espejado, PMMA esmerilado, PMMA coloreado o láminas ópticas especiales.
- Inspección de chapas: arañazos, curvatura, variación de grosor, adherencia del enmascarado, exposición a la humedad y marcas de lote.
- Preparación CAD/CAM: DXF, AI, SVG o archivos de producción anidados con compensación de sangría.
- Fijación y configuración de la bancada: nido de abeja, cuchilla, bancada de espigas o soporte de sacrificio en función de las expectativas de los cantos.
- Corte por láser de CO2: enfoque del haz, velocidad, potencia, comportamiento del pulso, asistencia de aire y escape.
- Tratamiento posterior: desbarbado donde sea necesario, lavado, corrección del pulido a la llama, pegado, impresión, embalaje y control de calidad.
Pero la lucha oculta es de tipo hoja.
El acrílico moldeado suele ofrecer un mejor contraste de grabado y bordes decorativos más limpios. El acrílico extruido suele cortarse más rápido y costar menos, pero puede fundirse de forma diferente, oler más fuerte y comportarse peor con el calor. A los fabricantes que buscan márgenes en la señalización les encantan los precios de las planchas extruidas; los fabricantes que buscan una calidad de exposición superior suelen preferir las planchas moldeadas. Esto no es ideología. Es matemática de desechos.
Para los lectores especializados en señalización, el artículo de Bogong sobre corte por láser de acrílico para la fabricación de rótulos merece la pena enlazarlo aquí porque los rótulos, los frentes de letras de canal, los difusores de cajas de luz y los paneles de exposición de comercios minoristas castigan el control de bordes débiles de diferentes maneras.
Índice

El paso del láser de CO2: Corta por Fallo Térmico Controlado
El láser no es un cuchillo.
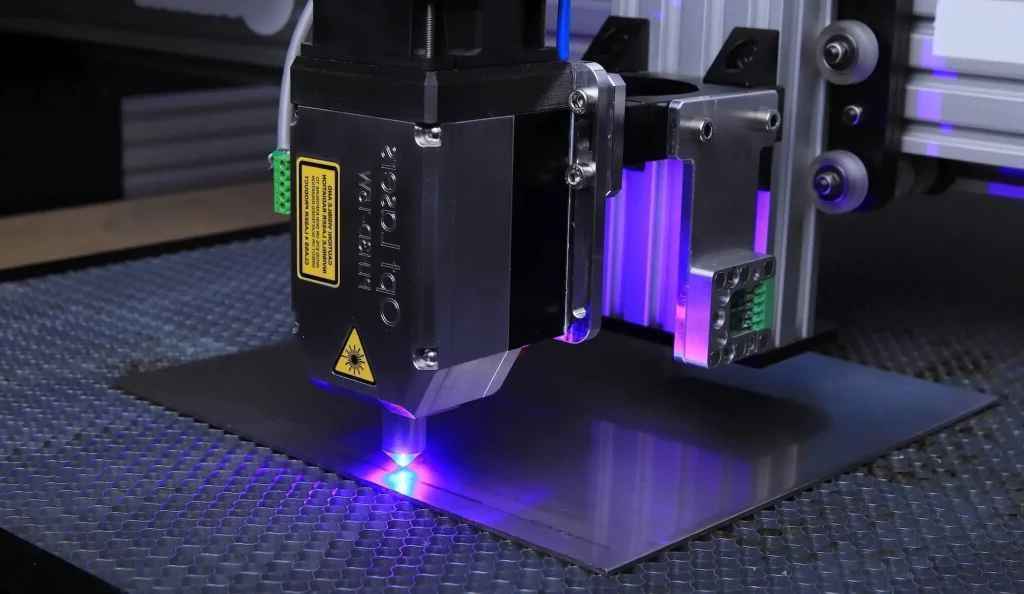
Una cuchilla separa el material mediante fuerza mecánica, mientras que un láser de CO2 enfoca la energía infrarroja en un estrecho recorrido donde el PMMA se ablanda, funde, descompone, vaporiza y deja tras de sí un corte que puede parecer pulido si el calor, el flujo de aire y el movimiento se mantienen equilibrados.
Suena elegante, ¿verdad?
No es elegante cuando la lente de enfoque está sucia, el escape es débil, el operario copia ajustes antiguos de otra marca de planchas o el asistente de aire sopla residuos fundidos sobre un borde brillante. Así es como los “paneles acrílicos cortados con láser” se convierten en paneles con neblina, bordes marrones, marcas de vibración y olor misterioso.
Una configuración de producción típica puede utilizar:
| Variable de producción | Gama común de fábrica | Qué controla realmente | Señal de fallo |
|---|---|---|---|
| Longitud de onda del CO2 | ~10,6 µm | Absorción de energía PMMA | Corte deficiente si se utiliza un tipo de láser incorrecto |
| Espesor de la chapa | 2 mm, 3 mm, 5 mm, 8 mm, 10 mm+. | Potencia, velocidad, concentración, carga térmica | Fundido, conicidad, corte incompleto |
| Asignación de bordillos | A menudo alrededor de 0,1-0,3 mm dependiendo de la óptica y los ajustes | Ajuste de pestañas, ranuras, inserciones, letras | Juntas sueltas o piezas que no ensamblan |
| Asistencia neumática | Baja a moderada para muchos cortes acrílicos | Supresión de la llama y comportamiento de los residuos | Borde esmerilado, marcas de llama, manchas de humo |
| Escape | Extracción dedicada, preferiblemente verificada mediante prueba de humo | Eliminación de humos y limpieza de bordes | Olor, residuos, quejas de los operarios |
| Posición de enfoque | De la superficie a ligeramente por debajo de la superficie | Forma del borde y densidad de energía | Corte ancho o en ángulo |
La tabla no es una receta. Es una etiqueta de advertencia.
Para el trabajo con parámetros, enlace a los lectores con la guía práctica de Bogong sobre los mejores ajustes láser para cortar acrílico sin quemar, Porque ningún fabricante responsable debería publicar un número “perfecto” de velocidad-potencia y pretender que cubre cada tubo, lente, cama, marca de hoja, color, nivel de humedad y configuración de escape.
La conversación sobre seguridad que evitan la mayoría de las páginas de ventas
Esta es la cruda verdad: el corte por láser acrílico no es inseguro por defecto, pero el control de humos perezoso es inseguro por diseño.
La Administración de Seguridad y Salud en el Trabajo de EE.UU. afirma en su Manual técnico de OSHA sobre riesgos del láser que una ventilación adecuada debería reducir los humos y vapores potencialmente peligrosos procedentes del corte por láser y las interacciones relacionadas por debajo de los límites de exposición aplicables. Esto es importante porque el PMMA no desaparece simplemente cuando se corta. Se convierte en un penacho.
Universidad Carnegie Mellon 2024 Guía de seguridad para cortadoras láser es aún más contundente en términos de lenguaje de taller: las cortadoras láser sólo deben utilizarse en áreas con escape dedicado o filtración adecuada, y su tabla de emisiones enumera los productos de polimetilmetacrilato, incluido el MMA, el acrilato de etilo, la acetona, el formaldehído, el fenol y los HAP.
Eso debería acabar con la tontería de “sólo huele dulce”.
Un estudio de 2023 en ACS Salud y Seguridad Química en emisiones procedentes del corte por láser de dióxido de carbono de planchas acrílicas examinó las emisiones de partículas y gases durante el corte con láser acrílico, que es exactamente el tipo de investigación que los fabricantes deberían leer antes de considerar la extracción de humos como un complemento opcional. Y la Oficina de Estadísticas Laborales de EE.UU.’ 2023-2024 datos sobre lesiones y enfermedades comunicados por los empresarios informó de 2,5 millones de casos de lesiones y enfermedades laborales no mortales en la industria privada en 2024, un 3,1% menos que en 2023, un útil recordatorio de que la mejora de las cifras de seguridad no excusa la debilidad de los controles en los talleres.
No me fío de ningún proveedor de paneles acrílicos que no sepa responder a cuatro preguntas sin improvisar:
¿Qué sistema de escape se utiliza?
Un taller debe saber si los humos salen al exterior, a través de una filtración homologada o a través de una instalación mixta. “Tenemos un ventilador” no es una respuesta.
¿Qué materiales están prohibidos?
El PVC es la bandera roja clásica porque los materiales que contienen cloro pueden producir subproductos corrosivos y tóxicos. El policarbonato, el ABS, los plásticos compuestos desconocidos y las láminas recubiertas también merecen precaución.
¿Quién verifica los ajustes de corte?
Si el operario “sólo lo sabe”, el proceso es memoria tribal, no fabricación.
¿Cómo se inspecciona la calidad final?
Antes de embalar los paneles, debe comprobarse el brillo de los bordes, la conicidad, las microfisuras, el olor, la quemadura de enmascaramiento, la tolerancia de ajuste y la contaminación de la superficie.
Corte por láser frente a fresado CNC: La elección de fabricación que nadie debería simplificar en exceso
El corte por láser es mejor para detalles internos finos, bordes brillantes, trabajos decorativos ajustados, letras acrílicas, piezas de exposición y paneles de PMMA finos o medios. El fresado CNC es mejor cuando el taller necesita material más grueso, biseles, avellanados, cavidades mecánicas o geometría de bordes que un proceso térmico no puede producir limpiamente.
Esa es la división práctica.
Para los compradores que comparan los dos procesos, la comparación de Bogong de corte por láser vs fresado CNC para materiales acrílicos es un vínculo de apoyo útil porque la decisión rara vez es “láser bueno, fresadora mala”. La verdadera decisión es el requisito del borde, el grosor, la tolerancia, el volumen de producción, la mano de obra de acabado y si los bordes afectados por el calor son aceptables.
| Método | El mejor caso de uso | Fuerza | Debilidad | Mi veredicto sobre la fabricación |
|---|---|---|---|---|
| Corte por láser de CO2 acrílico | Señalización, expositores, paneles, letras, plantillas, PMMA decorativo | Potencial de bordes brillantes, geometría fina, sin desgaste de la herramienta. | Humos, efectos del calor, límites de espesor | Lo mejor para la producción de paneles acrílicos de precisión cuando el escape y los ajustes están controlados |
| Fresado CNC | Acrílico grueso, mecanizados, biselados, montajes mecánicos | Fuerte en material pesado y trabajo de bordes en 3D | Marcas de herramientas, virutas, trabajo de pulido | Mejor para piezas estructurales o acrílicas gruesas |
| Corte con sierra | Cortes rectos, encolado a granel | Rápido y barato | Poco detalle, borde más rugoso | Útil antes del acabado, débil para paneles complejos |
| Pulido a la llama después del corte | Acabado de cantos | Aspecto brillante | Riesgo de estrés en caso de abuso | Bien como paso final, no como plan de rescate para un mal corte |

Qué significa realmente el mejor acrílico para el corte por láser
El mejor acrílico para el corte por láser es la lámina que se ajusta a la función final, la expectativa óptica, el grosor y la tolerancia de producción, no simplemente el PMMA más claro o barato disponible.
Para paneles decorativos, el acrílico moldeado suele ser el mejor. En el caso de los paneles planos sensibles a los costes, el acrílico extruido puede tener sentido. Para la señalización luminosa, el grado de difusión importa más que la transparencia bruta. Para las cubiertas protectoras, los requisitos de impacto y limpieza entran en la decisión. En el caso de los expositores comerciales, la visibilidad a los arañazos y el aspecto de los bordes pueden decidir si el panel tiene un aspecto de primera calidad o es desechable.
Aquí es donde los compradores inexpertos se quedan atrapados: aprueban una muestra hecha con una lámina y encargan la producción con otra. Entonces cambia el borde del panel, cambia el olor, la película protectora se quema de forma diferente, y el vendedor se hace el sorprendido.
No nos sorprende.
El corte por láser de láminas acrílicas debe validarse con la marca exacta de la lámina, el grosor, el color, el enmascaramiento y el lote siempre que el trabajo tenga un borde visible o un ajuste de ensamblaje apretado. Si el producto final incluye grabado, el recurso de Bogong sobre máquina de grabado láser para acrílico es un enlace interno inteligente porque el contraste de grabado y la calidad de corte a menudo se encuentran en el mismo flujo de trabajo de producción, pero requieren una lógica de configuración diferente.
Cómo controlan los fabricantes la calidad en la fabricación de paneles acrílicos a medida
Las buenas tiendas miden más que las dimensiones.
Inspeccionan el borde. Huelen la pieza. Pelan el enmascaramiento al azar. Comprueban la distorsión térmica de los pequeños orificios. Prueban las lengüetas ensambladas. Rechazan los paneles con marcas de tensión internas porque esas marcas suelen convertirse en grietas tras el transporte, la limpieza o la unión.
Esta es la pila de control de calidad que yo esperaría de un fabricante creíble:
Control del material entrante
El taller registra el grosor de la chapa, la identidad del lote, el estado del enmascaramiento, los defectos superficiales y si el acrílico es de fundición o extrusión. En montajes de precisión, incluso una variación de 0,2 mm de grosor puede dañar el ajuste.
Disciplina de los archivos recortados
El archivo CAD debe incluir la compensación de sangría, las anchuras mínimas de los puentes, las expectativas de las esquinas interiores, el espaciado de los orificios y la lógica de anidamiento. Un mal anidado ahorra costes de chapa y genera acumulación de calor. Es un falso ahorro.
Corte de prueba antes de la producción
Un cuadrado de 20 mm, una ranura de 5 mm, un pequeño círculo y una esquina interna apretada pueden revelar más que una muestra decorativa completa. Me gustan los cupones de prueba feos porque dicen la verdad rápidamente.
Inspección de bordes y superficies
Un resultado de corte por láser de acrílico limpio no debe presentar manchas marrones en los bordes, neblina lechosa, hollín atrapado bajo el enmascarado, residuos de re-soldadura ni crestas afiladas fundidas.
Control del envasado
Los paneles acrílicos se rayan si se embalan como chapas metálicas. La película protectora, la protección de las esquinas, las capas antiarañazos y un embalaje que tenga en cuenta la humedad no son lujos cuando se envían piezas de PMMA pulido.
Preguntas frecuentes
¿Qué es el corte por láser de acrílico?
El corte por láser de acrílico es un proceso de fabricación que utiliza un rayo láser de CO2 enfocado, normalmente con una longitud de onda cercana a 10,6 µm, para calentar, fundir, vaporizar y separar láminas de acrílico PMMA a lo largo de una trayectoria de herramienta programada, produciendo paneles, letras, pantallas, protecciones, señales y piezas decorativas con geometría fina y bordes potencialmente pulidos.
En la producción real, la calidad depende de la potencia, la velocidad, el enfoque, la asistencia del aire, la fuerza del escape, el tipo de lámina, el enmascaramiento y la disciplina del operario. El láser no “corta” el acrílico como una cuchilla. Crea una trayectoria térmica controlada, y el fabricante debe gestionar el calor y el vapor que la acompañan.
¿Cómo se fabrican los paneles acrílicos con corte láser?
Los paneles acrílicos se fabrican con corte por láser seleccionando la lámina de PMMA correcta, preparando un archivo CAD o vectorial, anidando las piezas de forma eficaz, ajustando los parámetros del láser de CO2, cortando la lámina bajo un flujo de aire controlado, inspeccionando los bordes y, a continuación, limpiando, ensamblando, imprimiendo, pegando o embalando el panel acabado para el uso previsto.
Los mejores fabricantes prueban el material exacto antes de la producción total. No se basan en tablas genéricas. Un panel de acrílico fundido transparente de 3 mm, un difusor esmerilado de 5 mm y un panel de pantalla de color de 8 mm pueden comportarse de forma diferente incluso en la misma máquina.
¿Cuál es el mejor acrílico para el corte por láser?
El mejor acrílico para el corte por láser suele ser el PMMA fundido cuando importa la claridad de los bordes, el contraste del grabado y una calidad visual superior, mientras que el PMMA extruido puede ser mejor para paneles planos de menor coste en los que la velocidad y el presupuesto importan más que el aspecto del grabado o el comportamiento perfecto de los bordes.
Dicho esto, no hay un ganador universal. La chapa adecuada depende del grosor, el color, el acabado superficial, el enmascaramiento, las condiciones de iluminación, los requisitos de encolado y de si el panel se va a ver de cerca. Un taller serio valida la chapa real antes de la producción.
¿Es lo mismo el corte por láser de plexiglás que el corte por láser de acrílico?
El corte por láser de plexiglás suele ser el mismo proceso que el corte por láser de acrílico, ya que plexiglás es una marca muy conocida para la lámina acrílica PMMA, aunque los compradores suelen utilizar “plexiglás” de manera informal para describir muchas láminas de plástico transparente que pueden no ser todas seguras o adecuadas para el corte por láser.
Esta distinción es importante. El acrílico PMMA suele cortarse por láser con sistemas de CO2. Los plásticos desconocidos, el PVC, el policarbonato, los compuestos recubiertos y las láminas de plástico mixtas pueden crear bordes deficientes, humos, contaminación de la máquina o problemas de seguridad. Los fabricantes deben verificar el material antes de cortarlo.
¿Cómo evitan los fabricantes las quemaduras al cortar con láser paneles acrílicos?
Los fabricantes evitan las quemaduras al cortar con láser paneles acrílicos equilibrando la potencia del láser, la velocidad de desplazamiento, la altura de enfoque, la asistencia de aire, el flujo de escape, el soporte de la cama y la condición de enmascaramiento para que el PMMA se separe limpiamente sin excesiva absorción de calor, marcas de llama, humo atrapado o residuos fundidos pegados al borde cortado.
El error más común es reducir demasiado la velocidad. Los ajustes lentos pueden sobrecalentar el acrílico, ensanchar el corte y dorar el borde. Cuando el objetivo es un borde acrílico limpio y brillante, el escape fuerte suele ser más importante que la asistencia de aire agresiva.
¿Puede el corte por láser de acrílico producir bordes pulidos?
El corte por láser de acrílico puede producir bordes de aspecto pulido cuando la energía del láser de CO2, el enfoque, la velocidad y el flujo de aire se ajustan para que el borde de PMMA se funda y se vuelva a solidificar suavemente sin manchas de humo, burbujas, blanqueamiento, marcas de llama o contaminación de residuos por un escape deficiente o una óptica sucia.
Pero esto no es automático. Un acrílico grueso, un enmascaramiento deficiente, un calor excesivo, una extracción débil y una chapa de baja calidad pueden arruinar el canto. Un borde láser de aspecto pulido es un resultado del proceso, no una característica garantizada de la máquina.
Su próximo paso: Dejar de comprar paneles a ciegas
Si compra paneles acrílicos cortados con láser, pregunte por el tipo de lámina, el tipo de láser, la tolerancia de grosor, el método de control de humos, la norma de calidad de los bordes y la política de corte de prueba antes de aprobar la producción.
Y si está eligiendo un equipo para la fabricación de paneles acrílicos personalizados, empiece con un flujo de trabajo acrílico de CO2 real, no con una fantasía de vataje. Revisión de Bogong Laser máquina de corte por láser para acrílico, Compare el resultado con la chapa más gruesa, el detalle interno más pequeño, el acabado de bordes previsto y el plan de ventilación y, a continuación, solicite un corte de prueba con el material de PMMA real.
Esa prueba le dirá más que diez folletos de ventas pulidos.



{kind=link}
Hot Click
Contacte con nosotros
Aplicación
©Copyright [bogonglaser.com]. BOGONG Laser Machine Supplier Todos los derechos reservados.