-
Shunhua Road, Jinan City, Shandong
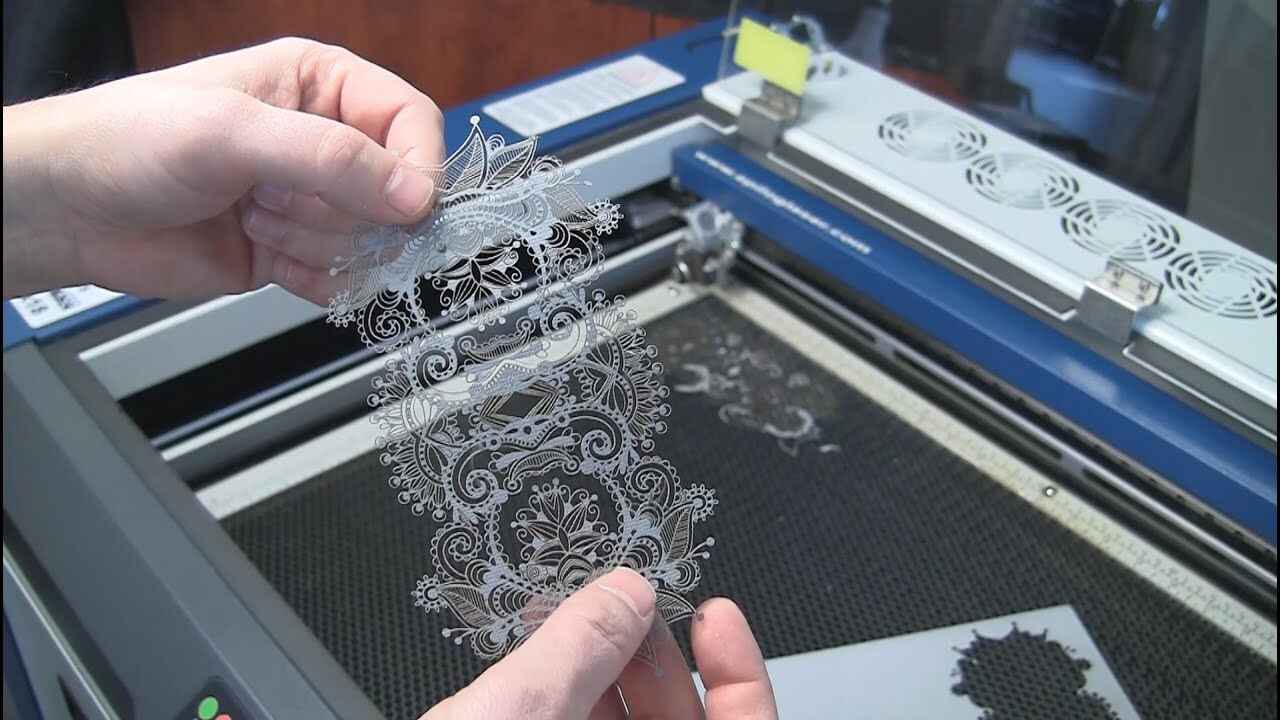
Laser Cutting Acrylic for Signage Manufacturing
Acrylic laser cutting can produce glossy, precise, high-margin signage parts, but only when the shop treats PMMA as chemistry, not decoration. This guide breaks down acrylic sheets, CO2 lasers, fumes, tolerances, production costs, and buyer mistakes with real data and practical manufacturing judgment.
The Sign Shop Myth: “Acrylic Is Easy”
Acrylic Laser Cutting is not difficult because PMMA is exotic. It is difficult because signage shops keep pretending that edge quality, exhaust, sheet chemistry, and operator discipline are separate issues.
Smoke tells truth.
When a CO2 laser slices through cast PMMA for laser cut acrylic signs, the machine is not “drawing with light”; it is forcing a 10.6 µm infrared beam into a polymer that softens, decomposes, vaporizes, and throws a chemically meaningful plume into the cabinet while the motion system tries to keep typography, kerf, and edge gloss under control.
So why do so many buyers still shop by wattage first?
Here is my unpopular view: a cheap acrylic laser setup can make one good sample, but a serious signage production cell must make the same clean “A,” “R,” and 3 mm logo stroke at 9:00 a.m., 2:00 p.m., and after the operator changes sheets. That is the difference between craft output and acrylic sign fabrication.
The chemistry backs this up. PMMA is poly(methyl methacrylate), and the NIST Chemistry WebBook’s PMMA record lists the monomer formula as C5H8O2, molecular weight 100.1158, and CAS Registry Number 87210-32-0.That matters because when you ask how to laser cut acrylic for signs, you are really asking how to control heat, vapor, residue, airflow, and optics around a known polymer—not how to “burn plastic neatly.”
For readers comparing equipment paths, I would route the technical buying discussion through Bogong Laser’s laser cutting machine for acrylic page, then push process-heavy readers into its article on how CO2 laser cutting machines cut acrylic sheets. The reason is simple: transparent acrylic is fundamentally a CO2 laser job, while fiber laser systems belong in the metal-signage conversation, not the clear-PMMA one.

Table of Contents
The Business Pressure Behind Custom Acrylic Signage
Acrylic is still alive in signage because it solves three commercial problems at once: visual depth, tight lettering, and fast customization. Retailers want layered logos. Offices want wayfinding panels. Restaurants want backlit acrylic faces. Event brands want short-run, high-gloss displays yesterday.
But the labor picture is not soft. The BLS-sourced FRED series for U.S. Sign Manufacturing, NAICS 339950, shows an employment index of 104.186 in 2023 and 97.851 in 2024, with the source identified as the U.S. Bureau of Labor Statistics.Translation: if your shop is relying on sanding, flame-polishing, hand cleanup, and heroic operators, you are building cost into every order while the labor base tightens.
This is where Acrylic Laser Cutting gets its real value. Not romance. Not “precision” as brochure perfume. The value is less finishing labor per sign face, faster nesting of laser cut acrylic letters, fewer cracked corners compared with mechanical cutting, and cleaner repeatability across 2 mm, 3 mm, 5 mm, and 8 mm PMMA sheets.
The NAICS definition also matters because signage is not just storefront logos. Statistics Canada’s 2022 NAICS 339950 definition covers establishments manufacturing signs and related displays, including electric backlight signs, letters and numerals for signs, neon signs, scoreboards, and non-electric signboards.That is exactly why acrylic laser cutting services often sit beside UV printing, channel-letter fabrication, LED modules, aluminum composite panel cutting, and stainless trim work.
If your shop handles metal-and-acrylic hybrids, Bogong’s fiber laser cutting custom metal artwork and signage article fits naturally as the next internal reference. Acrylic faces and metal returns live in the same project file, but they do not belong under the same beam.
PMMA Laser Cutting: The Beam Is Not a Knife
A knife separates. A CO2 laser persuades material to fail thermally.
In PMMA laser cutting, the focused beam heats a narrow path until the acrylic softens, melts, and vaporizes. Air assist, exhaust flow, lens condition, focus height, bed support, and motion speed decide whether that path becomes a glossy production edge or a smoky brown trench.
I would rather run a slower machine with stable optics, good extraction, and documented cut recipes than a louder, overpowered machine sold by someone who cannot explain fume behavior. That is not politeness; that is survival.
Bogong’s CO2 laser cutting machine page states that its CO2 cutters are used for engraving and cutting acrylic, thin wood, and other materials.For signage manufacturing, that is the correct starting point: CO2 for acrylic faces, acrylic letters, illuminated panels, templates, awards, POP displays, and decorative PMMA layers.
A recent NIST study on gaseous pyrolyzates found PMMA pyrolyzate molecular weights close to its monomer and reported average PMMA pyrolyzate values around 100 g/mol, nearly identical to the monomer. The same NIST paper reports an average molecular formula for PMMA pyrolyzate of C5.0±2.1 H8.0±3.4 O2.0±0.9 and says measured PMMA pyrolyzate formulas are similar to methyl methacrylate.
That is the chemistry behind the smell. It is also why ventilation is not an accessory.

The Sheet Decision Table for Laser Cut Acrylic Signs
The best acrylic for laser cutting signage is usually cast PMMA when edge clarity, engraving contrast, and premium finish matter; extruded PMMA is useful when price and thickness consistency matter more than engraving character. But shops get into trouble when they buy “clear plastic” instead of a verified sheet.
| Material | Signage Use | Laser Behavior | My Manufacturing Opinion |
|---|---|---|---|
| Cast acrylic / cast PMMA | Premium laser cut acrylic signs, awards, illuminated letters, display panels | Clean edge, strong engraving contrast, often better visual finish | Best default for custom acrylic signage where margin depends on appearance |
| Extruded acrylic / extruded PMMA | Budget panels, simple cut letters, high-volume flat parts | Can cut cleanly, but engraving and melt behavior may be less forgiving | Good for price-sensitive acrylic sign fabrication, but test every supplier batch |
| PETG | Guards, displays, some retail fixtures | Can be cut, but edges and fumes vary by grade | Use only after supplier confirmation and test cuts |
| Polycarbonate / Lexan | Impact-resistant covers, machine guards | Poor CO2 cutting behavior, smoke, discoloration, fire risk in many shop settings | I would not choose it for clean laser cut acrylic letters |
| PVC / vinyl sheet | Sometimes falsely sold as “plastic sign material” | Dangerous thermal decomposition risk | Do not laser cut it; verify before it enters the machine |
| Acrylic + metal hybrid signage | Layered logos, backlit letters, premium architectural signs | Acrylic should be CO2-cut; metal should be fiber-cut or mechanically processed | Split the process by material instead of forcing one machine to do everything |
OSHA’s Technical Manual says machining, torch cutting, laser cutting, or overheating plastics can produce toxic decomposition products, including hydrogen chloride from PVC and cyanide compounds from urethanes, nylon, and acrylonitrile.MIT’s laser cutter safety guidance also warns that PVC can produce extremely dangerous hydrogen chloride gas and says laser cutters need special ventilation, air assist, material control, and attended operation.
This is the shop-floor rule: unknown plastic is not a bargain. It is a liability with a protective film.
Settings Are Not Recipes; They Are Negotiations
I distrust universal laser settings charts. They are useful as starting points, not commandments.
For a typical 80 W to 150 W CO2 machine cutting 3 mm to 6 mm acrylic signage blanks, the real tuning variables are power percentage, speed, frequency/PPI, lens focal length, focus position, assist-air pressure, exhaust velocity, bed reflection, masking film, and sheet batch. Change one supplier and your “perfect” recipe can become a soot machine.
Still, production teams need a starting logic:
Thin acrylic, 2 mm to 3 mm
Use enough speed to avoid heat soaking the edge, enough power to fully sever the sheet, and enough airflow to clear vapor without chilling the kerf into a frosty edge. This range is common for nameplates, retail shelf markers, small logos, and layered acrylic sign components.
Medium acrylic, 5 mm to 8 mm
Slow the cut, protect the surface, test small internal corners, and watch for bevel. The machine may cut a straight line beautifully and still fail on a serif letter, tight radius, or 6 mm screw-hole cluster.
Thick acrylic, 10 mm and above
Do not ask only whether the machine can cut it. Ask whether it can cut it repeatedly without flaming, edge distortion, unacceptable taper, excessive fumes, or a finish that still needs manual rescue.
Bogong’s acrylic-and-plastic article claims acrylic laser processing can deliver flame-polished, chip-free edges and reduce post-processing, and it also frames acrylic signage and awards as core use cases.That point is commercially sound, but I would add a warning: glossy edge quality is earned by process control, not gifted by the word “laser.”
For related engraving work—frosted logos, serial numbers, decorative panels, edge-lit graphics—send readers to Bogong’s laser engraving machine for acrylic. Cutting and engraving are siblings, not twins; different output, different risk, different QA sheet.
The Safety Lie Nobody Likes to Price
Most machine quotes over-discuss tube wattage and under-discuss the exhaust path.
That is backwards. OSHA’s methyl methacrylate chemical database lists an OSHA PEL-TWA of 100 ppm, equal to 410 mg/m³, and also lists a NIOSH REL-TWA of 100 ppm for methyl methacrylate.If a shop is cutting PMMA all day, fumes are not a smell problem. They are an exposure-control problem.
A 2023 ACS Chemical Health & Safety paper on emissions from CO2 laser cutters identifies PMMA, otherwise known as acrylic, as one of the most used plastics in carbon dioxide laser cutters.That is why I push fume extraction, interlocks, operator training, material logs, and supplier documentation before I talk about “faster cutting.”
And no, opening a window is not engineering control.
A proper acrylic laser cutting services cell should include an enclosed CO2 laser, working interlocks, air assist, a clean honeycomb or knife bed, a correctly sized exhaust blower, ducting that does not leak into the shop, filtration where needed, a fire extinguisher nearby, trained operators, and a written “do not cut” material list. MIT’s guidance says laser cutters can create fire hazards and irritating or hazardous combustion products, recommends training and written procedures, and says an operating laser cutter should never be left unattended.
Quality Control: Where Acrylic Sign Fabrication Actually Fails
Bad acrylic sign fabrication rarely fails in the middle of a big letter. It fails in small places.
Inside corners. Dot over the “i.” Screw holes. Tiny counters. Layer alignment. Protective film residue. Smoke staining near the kerf. Uneven LED diffusion. A 0.2 mm error that nobody noticed on the cutting bed becomes a visible shadow line after mounting.
My preferred production checks are brutally simple:
Run a 20 mm square, a 50 mm circle, a narrow stroke letter, a small inside counter, and one actual customer logo before approving a sheet batch. Measure kerf. Photograph edge quality. Record settings. Save the offcut. If the job is backlit, test it with light behind it, not under a romantic shop lamp.
For buyers still comparing acrylic, plastic, and mixed-material workflows, Bogong’s laser cutting machines for acrylic and plastic products page is a strong internal bridge because it connects acrylic signage with plastic-product manufacturing and broader factory ROI language. It also mentions acrylic signs, trophies, decorative panels, and precision plastic parts as practical output categories.
The hard truth: customers do not buy your laser. They buy the edge.

FAQs
Is Acrylic Laser Cutting good for signage manufacturing?
Acrylic Laser Cutting is a CO2 laser process used to cut PMMA sheets into clean sign faces, letters, logos, panels, displays, and illuminated components with a narrow kerf, glossy edge potential, high repeatability, and lower finishing labor than routing when the machine, material, and exhaust setup are controlled correctly. It is especially strong for custom acrylic signage where edge quality and detail matter.
For production, I prefer cast acrylic for premium visible edges and extruded acrylic for simpler, cost-sensitive parts after testing. The wrong sheet can turn a profitable job into a sanding marathon.
What is the best acrylic for laser cutting signage?
The best acrylic for laser cutting signage is usually cast PMMA because it tends to produce cleaner visual edges, better engraving contrast, and a more premium finish for signs, awards, wayfinding panels, illuminated letters, and retail displays compared with many budget plastic alternatives. Extruded PMMA can still work well for simple cuts and volume jobs.
The practical answer is not brand loyalty; it is batch testing. Cut small letters, inside corners, circles, and mounting holes before approving a supplier for repeat signage work.
How do you laser cut acrylic for signs without burning?
You laser cut acrylic for signs without burning by balancing CO2 laser power, speed, focus, air assist, exhaust flow, lens cleanliness, sheet masking, and material thickness so the PMMA vaporizes through the kerf quickly without excessive flame, smoke staining, residue, edge whitening, or heat buildup. The goal is controlled vaporization, not brute-force melting.
If the job smells sharp and the edge browns, do not just increase speed. Check focus, airflow, exhaust restriction, protective film, bed reflection, and sheet identity.
Are laser cut acrylic signs safe to manufacture?
Laser cut acrylic signs are safe to manufacture only when the shop uses verified PMMA material, enclosed CO2 equipment, functional interlocks, attended operation, fire controls, trained operators, effective local exhaust, and exposure-control practices for methyl methacrylate fumes and other thermal decomposition products. Safety fails when shops treat fumes as a nuisance instead of a process variable.
Never cut unknown plastics. Never cut PVC or vinyl. Never leave the machine unattended. Those rules sound basic because they are written in the bloodless language of incidents that already happened somewhere else.
What machine is best for laser cut acrylic letters?
The best machine for laser cut acrylic letters is a well-built CO2 laser cutting machine with stable motion control, clean optics, correct lens options, effective air assist, strong exhaust, a suitable working area, and repeatable settings for 2 mm to 10 mm PMMA sheet thicknesses. Fiber lasers are excellent for metals, but transparent acrylic generally belongs under CO2.
For a sign shop, I would evaluate machine fit by letter sharpness, corner quality, smoke control, bed size, software workflow, spare parts, and service response—not by wattage alone.
Your Next Step: Stop Buying Wattage, Start Buying Process Control
If you manufacture laser cut acrylic signs, bring Bogong Laser a real production file—not a toy sample. Send the smallest letter, the tightest inside corner, the thickest PMMA sheet, the target edge finish, the daily output target, and the fume-control requirements.
Then ask for a process recommendation, not a generic quote.
Start with Bogong Laser’s CO2 laser cutting machine for acrylic signage production and compare it against your actual sign workflow: custom acrylic signage, acrylic sign fabrication, PMMA laser cutting, laser cut acrylic letters, engraving, backlit panels, and mixed metal-acrylic builds. If the machine can pass your worst file, it can probably handle your easy one.



{kind=link}
Hot Click
Contact Us
Application
©Copyright [bogonglaser.com]. BOGONG Laser Machine Supplier All Rights Reserved.