Mașină de sudură cu laser pentru asamblarea radiatorului din aluminiu
Asamblare etanșă a radiatorului din aluminiu cu o mașină de sudură cu laser: configurare practică, remedieri reale și suport BOGONG LASER® din fabrică până în linie - gata pentru OEM/ODM.
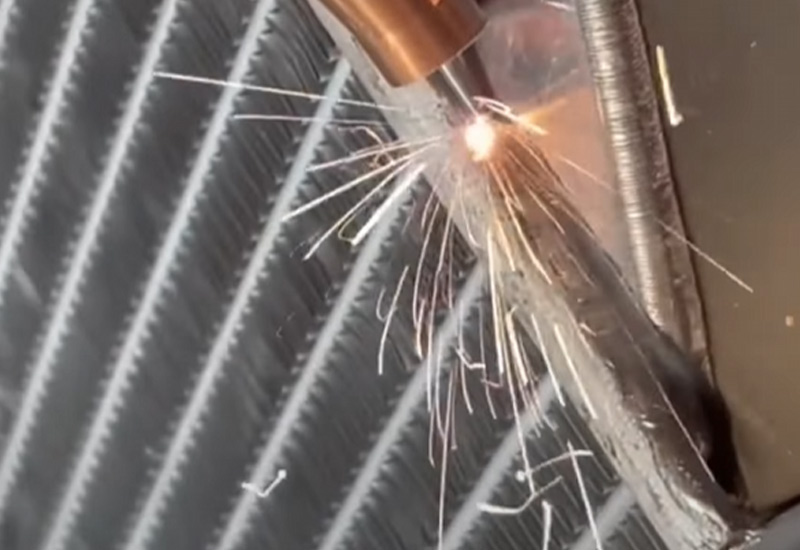
Construiți schimbătoare de căldură. Cele mari, cele mici, suporturi personalizate, gâturi ciudate. Brazarea face munca grea pe miez. O mașină de sudură cu laser intervine atunci când asamblarea devine reală: rezervoare, intrări/ieșiri, file, retușuri de reparații, variante de volum redus. Vă prezentăm mai jos explicațiile directe - ce funcționează, ce nu funcționează și cum să configurați o celulă care să fie livrată.

Unde se potrivesc laserele în activitatea radiatoarelor (și unde nu)
Brazarea deține îmbinările de mare suprafață din interiorul miezului. Laserul câștigă pe localizate, etanșe îmbinări în jurul ansamblului:
Cusătură între rezervor și cap pe rezervoarele radiatorului din aluminiu
Gâturi, șefi, sfârcuri (racorduri pentru furtun)
Suporturi, file, știfturi și mici patch-uri de armare
Refacere/reparare în cazul în care o cusătură lipită trebuie etanșată, nu pentru a repune în funcțiune un întreg cuptor
Prototipuri/variante atunci când nu doriți să rotiți un nou dispozitiv de lipire
Vibe rapid: laser = căldură precisă, distorsiune redusă, ciclu rapid. Dar aluminiul este pretențios - reflectorizant, conductivitate ridicată, îi place să formeze pori. Așa că procesul trebuie să fie strict.
Exemple de mișcări de asamblare care funcționează
Închideți spațiul cu o fixare adecvată, lăsați o suprafață mică pentru rădăcină.
Metal curat până la lucios. Fără ulei. Fără strat de oxid.
Utilizați sârmă de umplere Al-Si pe aliaje sensibile (risc de fisurare? reduceți-l).
Păstrați gazul de ecranare uscat și consistent, luați în considerare amestecul de gaz pentru porozitatea persistentă.
Wobble sau multi-spot pentru a răspândi energia și a calma piscina.
Monitorizați adâncimea, apoi testați fiecare piesă. Niciun compromis aici.
Puncte dureroase cu care vă puteți confrunta (și cum să le eliminați)
| Problemă pe podea | Cauza principală (cea mai frecventă) | Fix care obține rezultate |
|---|---|---|
| Pori aleatorii (găuri) | Umiditate, gaura cheii instabilă, acoperire slabă a gazului | Traiectorie uscată a gazului, unghi mai bun al duzei, luarea în considerare a amestecului Ar/He, reducerea distanței, deplasare constantă |
| Cracare la cald pe 6xxx | Sensibilitatea aliajului, ciclu termic prea ascuțit | Trecerea la umplutură Al-Si, lărgirea ferestrei de intrare a căldurii, reglarea amplitudinii de oscilație |
| Funingine / ceață întunecată | Contaminanți, pană în afara focarului | Pre-curățare, ajustarea înălțimii focalizării, adăugarea scutului de urmărire |
| Umplutură inferioară / talon concav | Prea fierbinte sau prea rapid, fără umplutură | Reduceți puțin densitatea energetică, încetiniți puțin, adăugați hrană de umplutură |
| Distorsiune pe cusături lungi | Suprasolicitare, căldură neuniformă | Fixare echilibrată, planificarea traseului cusăturii, puncte de pornire alternative |
| Scurgeri după testare | Micro-porozitate, legătură ratată | Adăugați suprapunere la plecări/opriri, reglați umplerea craterului, măriți puțin debitul de gaz |

Rețeta procesului care expediază efectiv piesele
Fixare și DFM
Proiectați îmbinările astfel încât laserul să “vadă” cusătura. Păstrați o distanță constantă. Permiteți un canal pentru gaz și sârmă. Fixați rigid, dar nu îndoiți prea mult.
Pregătirea suprafeței
Degresare, rupere mecanică ușoară pe oxid, ștergere finală. Dacă arată gri și murdar, curățați din nou. Strălucitor este corect.
Energie și mișcare
Modul Keyhole pentru adâncime, oscilație pentru a lărgi talonul și a calma balta. Multi-spot (spot-in-spot) ajută la cusăturile lungi și plate unde aveți nevoie de o suprafață etanșă + plată.

Ecranare
Argonul funcționează, dar pe locurile de muncă sensibile la pori un amestec He netezește piscina. Păstrați furtunurile scurte, uscate și plictisitoare. Se schimbă vreun șuierat? Opriți-vă și verificați.
Logica de umplere
Sârma Al-Si reduce riscul de fisurare pe anumite familii de aluminiu. Nu înecați piscina; hrăniți-o constant.
Calitate în linie
Monitorizarea adâncimii (senzor coaxial), vedere pe cusătură și test de scurgere la sfârșit. Salvați datele. Trasabilitatea vă este prietenă atunci când un lot revine luni mai târziu.
CAB vs. Laser la etapa de asamblare
| Subiect | Brazare (CAB) | Laser pe ansamblu |
|---|---|---|
| Domeniul de aplicare | Componente interne ale miezului, îmbinări mari de răspândire a căldurii | Rezervoare, gâturi, file, refacere, variante |
| Sarcina termică | Structură completă, uniformă | Local, concentrat, cu căldură totală redusă |
| Schimbare | Greu de fixat | Program greu (rapid), accesoriu ușor |
| Defecte tipice | Spălare umplutură, zone neumede | Porozitate, fisurare la cald (controlabilă) |
| Stil QC | Controlul proceselor + eșantionare | 100% monitorizare + test de etanșeitate |
| Cea mai bună utilizare | Volum mare, BOM stabil | Modele mixte, personalizate, etanșare post-brazură |
Scenarii
Cusătură de la rezervor la cap pe o nouă variantă
Tehnica impune o geometrie ușor diferită a rezervorului. Nu vreți să reutilați dispozitivul de lipire. Laserizați o cusătură perimetrală cu oscilație + umplutură. Test de scurgere. Navigați. Mai târziu, dacă volumul explodează, decideți dacă migrați în amonte.
Înlocuirea gâtului după o lovitură
Un gât a fost rupt în timpul manipulării. Tăiere rapidă, pregătire, laser într-un nou șef. Capac de gaz strâns, ciclu scurt, înapoi la linie.
Stivuirea suportului
Suport subțire pe rezervor subțire. Cusătură cu laser în serii scurte pentru a controla distorsiunea, apoi o trecere finală pentru etanșare. Mai puțină tracțiune, aspect mai frumos.
Cum arată o celulă laser slabă
Robot mic sau gantry, cap scaner cu oscilații.
Alimentator de sârmă pe un braț compact.
Instalații cu stație dublă (încărcare una, sudare una).
Dulap de gaz cu linii uscate și verificare a debitului.
Monitor de adâncime în linie + cameră.
Verificator de scurgeri lângă descărcare.
Înregistrarea datelor în MES pentru trasabilitate.
Mențineți traseul stabil, clemele repetabile și gazul plictisitor. Veți obține mărgele stabile care trec testul de scurgere fără probleme.
Alegerea instrumentului potrivit din catalog (și de ce)
Dacă înființați sau extindeți o celulă de asamblare, unitățile portabile și compacte vă ajută să vă deplasați rapid, să faceți piloți și să instruiți echipaje. De la BOGONG LASER®:
Mașină de sudură laser portabilă - instrument versatil în stil pistol pentru celule de asamblare a radiatorului din aluminiu; excelent pentru suporturi, nipluri, cusături mici ale rezervorului, reprelucrare la fața locului.

Sudor laser portabil 3 în 1 - sudare/curățare/tăiere într-un singur corp; util atunci când trebuie să pregătiți oxizii sau să tăiați o filă, apoi să o sigilați imediat.

Mașină de sudură laser portabilă cu răcire cu aer - util atunci când răcirea cu apă nu este practică pe podea sau când doriți o întreținere mai ușoară.

200W Pro Mini mașină de sudură cu laser cu CCD - microcaracteristici, aliniere vizuală precisă; gândiți-vă la șefii mici și la accesoriile delicate din jurul cadrului radiatorului.





Ce trebuie și ce nu trebuie să faceți la asamblare (nivel de notă adezivă)
Faceți
Proiectați îmbinări pentru grindă. Dacă duza nu le poate vedea, nu le puteți suda.
Strângeți uniform; lăsați o cale pentru gazul de protecție.
Utilizați filler pe materiale sensibile la fisuri.
Tune wobble pentru a aplatiza talonul și a acoperi rădăcina.
Testați etanșeitatea fiecărei piese și salvați rezultatele.
Nu
Urmăriți porii doar cu mai multă căldură. Reparați mai întâi gazul, montajul și curățenia.
Presupunem că un program se potrivește tuturor rezervoarelor. Modificări mici ale geometriei, modificări mari ale bazinului.
Săriți peste curățare. Oxidul de aluminiu este dur; nu se va “arde” pur și simplu.”
Parcați duza de gaz prea departe. Acoperirea contează mai mult decât credeți.
Ignorați începuturile/opririle. Suprapuneți-le - fisurile craterelor iubesc marginile.
De ce BOGONG pentru asamblarea radiatorului
BOGONG LASER® construiește și livrează către 160+ țări, sprijină OEM/ODM, și servește automobile, metalurgie, electronică, semnalizare și multe altele. Site-ul este multilingv, baza de instalare este reală, iar stiva poartă CE, ISO9001, SGS, FDA, Franța BV. Ne comportăm ca un Fabrica de mașini de sudură cu laser ar trebui: asistență rapidă pentru aplicații, sfaturi clare privind dispozitivele de fixare și ajutor practic pentru procese. Puteți începe cu unități portabile, apoi să treceți la celule mai automatizate.
De asemenea: portofoliul nostru acoperă tăierea, marcarea, curățarea și sudarea. Deci, atunci când aveți nevoie de pre-curățare + sudură într-un singur flux, sunteți acoperit.
Întrebări frecvente despre realitate
Pot acoperi lacunele neglijente? Puțin, cu oscilații și sârmă. Goluri mari? Fixați mai întâi instalația.
Este heliul o necesitate? Nu întotdeauna. Ajută la porozitatea încăpățânată. Încercați amestecuri înainte de a merge complet trimite.
Am nevoie de monitorizare în profunzime? Pentru cusături cu scurgeri critice - da. Economisește deșeuri și argumente.
Handheld sau robot? Porniți handheld-ul pentru a învăța și a itera. Blocați un robot atunci când volumul se stabilizează.
Bine ați venit să completați formularul de contact pentru BOGONG LASER® și vă vom răspunde rapid.



{kind=link}
Click fierbinte
Contactați-ne
Aplicație
©Copyright [bogonglaser.com]. BOGONG Laser Machine Supplier Toate drepturile rezervate.