Лазерний зварювальний апарат для складання алюмінієвих радіаторів
Герметичний алюмінієвий радіатор в зборі з лазерним зварювальним апаратом: практичне налаштування, реальне кріплення до підлоги та підтримка BOGONG LASER® від заводу до лінії - готовність до OEM/ODM.
Ви будуєте теплообмінники. Великі, маленькі, з індивідуальними кронштейнами, непарними горловинами. Паяння виконує важку роботу на сердечнику. Лазерний зварювальний апарат вступає в справу там, де збірка стає реальною: резервуари, входи/виходи, вкладки, ремонтні доробки, малосерійні варіанти. Нижче - відверта розмова про те, що працює, які є недоліки і як налаштувати елемент, який буде працювати.

Де лазери вписуються в роботу радіатора (а де ні)
Пайці належать великі поверхневі з'єднання всередині сердечника. Лазер виграє на локалізований, герметичний з'єднання навколо збірки:
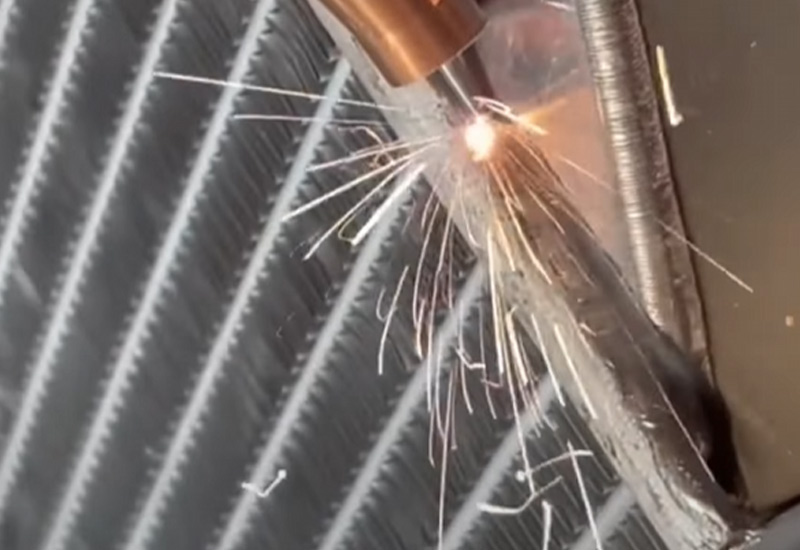
Шов між резервуаром і колектором на алюмінієвих баках радіаторів
Шиї, боси, соски (з'єднання шлангів)
Кронштейни, вкладки, шпильки і невеликі підсилювальні латки
Переробка/ремонт коли паяний шов потребує герметизації, а не перезапуску всієї печі
Прототипування/варіанти коли не хочеться крутити нове паяльне пристосування
Швидке відчуття: лазер = точне нагрівання, низький рівень спотворення, швидкий цикл. Але алюміній вибагливий - відбиває світло, має високу провідність, любить утворювати пори. Тому ваш процес повинен бути жорстким.
Приклади робочих ходів збірки, які спрацьовують
Закрийте щілину відповідним кріпленням, залиште невеликий корінь.
Чистий до блискучий метал. Ніякого масла. Без оксидного шару.
Використовуйте присадний дріт Al-Si на чутливих сплавах (ризик тріщин? знизити).
Зберігайте захисний газ сухим і стабільним, розгляньте можливість використання змішаного газу для стійкої пористості.
Воблер або мульти-спот, щоб розподілити енергію і заспокоїти басейн.
Контролюйте глибину, а потім перевіряйте кожну деталь на герметичність. Ніяких компромісів.
Больові точки, з якими ви можете зіткнутися (і як їх усунути)
| Проблема на підлозі | Першопричина (найпоширеніша) | Виправлення, яке дає результат |
|---|---|---|
| Випадкові пори (проколи) | Волога, нестабільна замкова щілина, погана газова кришка | Сухий газовий тракт, кращий кут сопла, врахування суміші Ar/He, зменшення зазору, стабільний хід |
| Гарячий крекінг на 6ххх | Чутливість сплаву, занадто різкий термічний цикл | Перехід на Al-Si наповнювач, розширення вікна тепловіддачі, налаштування амплітуди коливань |
| Сажа / темний серпанок | Забруднення, розфокусований шлейф | Попередньо очистіть, налаштуйте висоту фокусування, додайте задній екран |
| Підсипка / увігнута намистина | Занадто гаряче або занадто швидко, немає наповнювача | Трохи зменшіть щільність енергії, сповільніть дотик, додайте наповнювача |
| Спотворення на довгих швах | Надмірні обмеження, нерівномірне нагрівання | Збалансоване закріплення, планування траєкторії стібка, альтернативні точки запуску |
| Витоки після випробування | Мікропористість, пропущена стяжка | Додайте перекриття при пусках/зупинках, налаштуйте заповнення кратера, трохи збільште потік газу |

Рецепт процесу, за яким фактично відвантажуються деталі
Кріплення та DFM
Проектуйте з'єднання так, щоб лазер “бачив” шов. Зберігайте постійну відстань між швами. Передбачте канал для газу та дроту. Затискайте жорстко, але не перегинайте.
Підготовка поверхні
Знежирення, легкий механічний злам оксиду, остаточне протирання. Якщо виглядає сірим і мазким, почистити ще раз. Блискучий - це правильно.
Енергія та рух
Режим замочної скважини для глибини, коливання щоб розширити шов і заспокоїти водойму. Мульти-спот (точка в точці) допомагає на довгих пласких швах, де потрібна герметичність і рівна поверхня.

Екранування
Аргон працює, але на роботах, чутливих до пор, суміш He згладжує басейн. Шланги повинні бути короткими, сухими і нудними. Шипіння не змінилося? Зупинись і перевір.
Логіка наповнювача
Дріт Al-Si знижує ризик утворення тріщин у певних сімействах алюмінію. Не топіть басейн; подавайте рівномірно.
Вбудована якість
Контроль глибини (коаксіальний датчик), бачення шва та випробування на герметичність в кінці. Збережіть дані. Простежуваність - ваш друг, коли партія повертається через місяці.
CAB проти лазера на етапі монтажу
| Тема | Пайка (CAB) | Лазер на збірці |
|---|---|---|
| Сфера застосування | Внутрішні частини сердечника, великі теплорозподільні з'єднання | Баки, горловини, вкладки, переробки, варіанти |
| Теплове навантаження | Цілісна структура, однорідна | Локальне, сфокусоване, низьке загальне нагрівання |
| Зміна | Важкий для кріплення | Важкі програми (швидкі), легкі пристосування |
| Типові дефекти | Миття наповнювача, невологі ділянки | Пористість, гаряче розтріскування (контрольоване) |
| Стиль контролю якості | Управління процесом + відбір проб | 100% моніторинг + тест на герметичність |
| Найкраще використання | Великий обсяг, стабільна специфікація | Змішані моделі, нестандартні, постпаяне ущільнення |
Сценарії
Шов між резервуаром і оголовком на новому варіанті
Інженерія підштовхує до дещо іншої геометрії бака. Ви не хочете переробляти пристосування для пайки. Лазерний шов по периметру з коливанням + наповнювач. Перевірка на герметичність. Відправляємо. Пізніше, якщо об'єм вибухне, вирішите, чи мігрувати вгору за течією.
Заміна шийки після дзвону
Під час роботи вибило шию. Швидкий розріз, підготовка, лазер в новій бобишці. Газова кришка щільно закрита, короткий цикл, знову на лінії.
Укладання кронштейнів
Тонкий кронштейн на тонкому резервуарі. Лазерний шов короткими проходами для контролю викривлення, потім останній прохід для ущільнення. Менше натягу, гарніший вигляд.
Як виглядає ощадлива лазерна комірка
Невеликий робот або маніпулятор, скануюча головка з коливанням.
Механізм подачі дроту на компактному кронштейні.
Двопозиційні пристосування (один навантажує, один зварює).
Газова шафа з сухими лініями та контролем потоку.
Вбудований монітор глибини + камера.
Течешукач поруч з розвантаженням.
Записуйте дані до вашого MES для відстеження.
Зберігайте траєкторію рівномірною, затискачі повторюваними, а газ - розточуванням. Ви отримаєте стабільні намистини, які без проблем пройдуть тест на герметичність.
Як правильно вибрати інструмент з каталогу (і чому)
Якщо ви створюєте або розширюєте складальна комірка, Ручні та компактні пристрої допомагають швидко пересуватися, пілотувати та тренувати екіпажі. Від BOGONG LASER®:
Ручний лазерний зварювальний апарат - універсальний інструмент у вигляді пістолета для алюмінієвих радіаторів; відмінно підходить для кронштейнів, ніпелів, невеликих швів баків, доопрацювання на місці.

Ручний лазерний зварювач 3 в 1 - зварювати/зачищати/різати в одному корпусі; корисно, коли потрібно підготувати оксиди або обрізати вкладку, а потім одразу запаяти її.

Ручний лазерний зварювальний апарат з повітряним охолодженням - Зручно, коли водяне охолодження на підлозі не є практичним або ви хочете полегшити обслуговування.

Лазерний зварювальний апарат 200 Вт Pro Mini з CCD - мікроелементи, точне візуальне вирівнювання; подумайте про маленькі боси та делікатні доповнення навколо рамки радіатора.





Що потрібно і чого не потрібно робити при монтажі (на рівні стікерів)
Робити
Спроектуйте з'єднання для балки. Якщо сопло його не бачить, зварювати не можна.
Затискайте рівномірно; залиште шлях для захисного газу.
Використовуйте шпаклівку на матеріалах, чутливих до тріщин.
Налаштуйте коливання, щоб розплющити намистину і покрити корінь.
Перевірте кожну деталь на герметичність, збережіть результати.
Не треба.
Пори можна розширити лише більшим нагріванням. Спочатку полагодьте газ, підгонку та чистоту.
Припустімо, що одна програма підходить для всіх резервуарів. Невеликі зміни геометрії, великі зміни басейну.
Пропустити чистку. Оксид алюмінію міцний, він не просто “згорить”.”
Припаркуйте газову форсунку занадто далеко. Покриття має більше значення, ніж ви думаєте.
Ігноруйте старти/зупинки. Перекрийте їх - кратерні тріщини люблять краї.
Чому BOGONG для монтажу радіаторів
BOGONG LASER® будує і поставляє в 160+ країн, підтримує OEM/ODM, і служить автомобільна промисловість, металоконструкції, електроніка, вивіски та багато іншого. Сайт багатомовний, інсталяційна база реальна, а стек містить CE, ISO9001, SGS, FDA, France BV. Ми діємо як Завод лазерних зварювальних апаратів повинні: швидка підтримка додатків, чіткі поради щодо кріплення та практична допомога в процесі. Ви можете почати з ручних пристроїв, а потім масштабувати до більш автоматизованих камер.
Крім того, наш портфель послуг охоплює різання, маркування, очищення та зварювання. Тож якщо вам потрібно виконати попереднє очищення та зварювання в одному потоці, ми допоможемо вам.
Поширені запитання про кусачу реальність
Чи можу я заповнити недбалі прогалини? Трохи, з коливанням і дротом. Великі щілини? Спочатку полагодьте кріплення.
Чи потрібен гелій? Не завжди. Допомагає при впертій пористості. Спробуйте мікси перед повною відправкою.
Чи потрібен моніторинг глибини? Для критичних до витоків швів - так. Заощаджує брухт і суперечки.
Ручна чи робот? Запустіть ручний режим для навчання та ітерацій. Зафіксуйте робота, коли гучність стабілізується.
Ласкаво просимо заповнити контактну форму для BOGONG LASER®, і ми швидко з вами зв'яжемося.



{kind=link}
Гаряча клавіша
Зв'яжіться з нами
Заявка
© Авторське право [bogonglaser.com]. Постачальник лазерних машин BOGONG Всі права захищені.