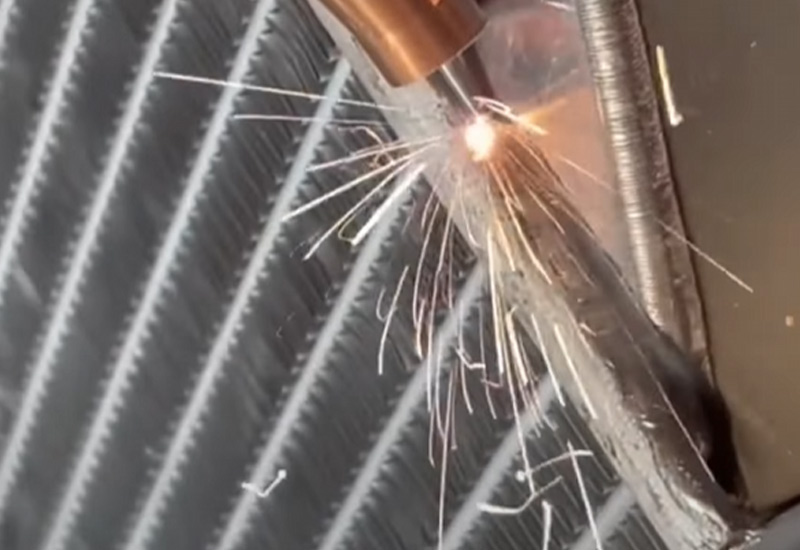
Лазерная сварочная машина для сборки алюминиевых радиаторов
Герметичная сборка алюминиевого радиатора с помощью лазерного сварочного аппарата: практическая настройка, реальные решения и поддержка BOGONG LASER® от завода до линии - OEM/ODM готов.
Вы создаете теплообменники. Большие, маленькие, с кронштейнами, нестандартными горловинами. Пайка делает тяжелую работу с сердечником. Лазерная сварочная машина задействуется при сборке: баки, входы/выходы, вкладки, ремонтные работы, малосерийные варианты. Ниже мы расскажем о том, что работает, что кусается, и как создать ячейку, которая будет поставляться на рынок.

Где лазеры подходят для работы с радиаторами (и где не подходят)
Пайке принадлежат большие поверхностные соединения внутри сердечника. Лазер выигрывает по локализованный, герметичный стыки вокруг сборки:
Шов между баком и крышкой на алюминиевых бачках радиаторов
Шеи, боссы, соски (шланговые соединения)
Кронштейны, выступы, шпильки и небольшие усиливающие заплатки
Переделка/ремонт там, где требуется герметизация паяного шва, а не повторное прохождение всей печи
Прототипирование/варианты когда не хочется крутить новое приспособление для пайки
Быстрая вибрация: лазер = точный нагрев, низкое искажение, быстрый цикл. Но алюминий привередлив - отражает, обладает высокой проводимостью, любит образовывать поры. Поэтому процесс должен быть жестким.
Пример монтажных движений, которые работают
Закройте зазор правильным креплением, оставьте небольшую корневую поверхность.
Чистый до блеска металл. Без масла. Без оксидного слоя.
Используйте присадочную проволоку Al-Si для чувствительных сплавов (риск образования трещин? ниже).
Следите за тем, чтобы защитный газ был сухим и постоянным, а в случае сильной пористости используйте смешанный газ.
Колебания или многоточечные движения для распространения энергии и успокоения бассейна.
Контролируйте глубину, затем проверяйте герметичность каждой детали. Никаких компромиссов.
Болевые точки, с которыми вы можете столкнуться (и как их преодолеть)
| Проблема на полу | Первопричина (наиболее распространенная) | Фикс, который приносит результаты |
|---|---|---|
| Случайные поры (проколы) | Влажность, нестабильность замочной скважины, плохое газовое покрытие | Сухой газовый тракт, лучший угол сопла, учет смеси Ar/He, уменьшение зазора, стабильный ход |
| Горячее растрескивание на 6xxx | Чувствительность сплава, слишком резкий термический цикл | Переход на Al-Si наполнитель, расширение окна ввода тепла, настройка амплитуды колебаний |
| Сажа / темная дымка | Загрязняющие вещества, расфокусированный шлейф | Предварительная очистка, настройка высоты фокуса, добавление заднего щита |
| Наполнитель / вогнутая бусина | Слишком горячий или слишком быстрый, без наполнителя | Немного снизить плотность энергии, немного замедлиться, добавить наполнителя. |
| Искажение на длинных швах | Чрезмерная нагрузка, неравномерное нагревание | Сбалансированный зажим, планирование траектории стежка, альтернативные начальные точки |
| Утечки после испытания | Микропористость, пропущенная стяжка | Добавьте перекрытие на старте/остановке, настройте заполнение кратера, немного увеличьте расход газа |

Технологический рецепт, по которому осуществляется доставка деталей
Крепление и DFM
Создавайте швы так, чтобы лазер “видел” шов. Соблюдайте постоянное расстояние между швами. Предусмотрите канал для газа и проволоки. Зажимайте жестко, но не перегибайте.
Подготовка поверхности
Обезжирьте, нанесите легкое механическое воздействие на оксид, окончательно протрите. Если она выглядит серой и размазанной, почистите еще раз. Блеск - это правильно.
Энергия и движение
Режим "замочная скважина" для определения глубины, колебания чтобы расширить шарик и успокоить бассейн. Multi-spot (пятно в пятне) помогает на длинных, плоских швах, где нужна герметичность + ровная поверхность.

Экранирование
Аргон работает, но при работе с чувствительными порами смесь He разглаживает бассейн. Держите шланги короткими, сухими и скучными. Шипение изменилось? Остановитесь и проверьте.
Логика заполнения
Проволока Al-Si снижает риск образования трещин на некоторых семействах алюминия. Не топите бассейн, кормите его стабильно.
Качество в линии
Контроль глубины (коаксиальный датчик), видение на шве и проверка герметичности в конце. Сохраняйте данные. Прослеживаемость - ваш друг, когда партия возвращается через несколько месяцев.
CAB против лазера на этапе сборки
| Тема | Пайка (CAB) | Лазер на сборке |
|---|---|---|
| Область применения | Внутренние компоненты ядра, большие теплоотводящие швы | Танки, горловины, вкладки, переделки, варианты |
| Тепловая нагрузка | Цельная структура, однородная | Локальный, целенаправленный, с низким уровнем общего тепла |
| Переход | Крепление-тяжеловес | Тяжелые программы (быстрые), легкие приспособления |
| Типичные дефекты | Мойка наполнителя, немокрые участки | Пористость, горячее растрескивание (контролируемое) |
| стиль КК | Контроль процесса + отбор проб | 100% контроль + испытание на герметичность |
| Лучшее применение | Большие объемы, стабильная спецификация | Смешанные модели, индивидуальные, герметизация после пайки |
Сценарии
Шов между баками на новом варианте
Инженерная мысль толкает на несколько иную геометрию резервуара. Вы же не хотите переделывать приспособление для пайки. Нанесите лазером шов по периметру с шатанием + наполнитель. Испытание на герметичность. Отправляйте. Позже, если объем взорвется, решите, стоит ли мигрировать вверх по течению.
Замена горловины после вмятины
Во время обработки выбило шейку. Быстрая резка, подготовка, лазер в новом боссе. Затяжка газовой крышки, короткий цикл, возвращение на линию.
Укладка кронштейнов
Тонкий кронштейн на тонком баке. Лазерный шов короткими сериями для контроля искажений, а затем последний проход для уплотнения. Меньше тянется, лучше выглядит.
Как выглядит клетка с лазерным покрытием
Небольшой робот или портал, головка сканера с колебаниями.
Устройство подачи проволоки на компактном кронштейне.
Двухпозиционные приспособления (одна загрузка, одна сварка).
Газовый шкаф с сухими линиями и контролем потока.
Встроенный монитор глубины + камера.
Тестер утечек рядом с разгрузкой.
Регистрация данных в системе MES для отслеживания.
Следите за тем, чтобы путь был ровным, зажимы - повторяющимися, а газ - скучным. Вы получите стабильные бусины, которые без проблем пройдут проверку на герметичность.
Выбор правильного инструмента из каталога (и почему)
Если вы создаете или расширяете монтажная ячейка, Портативные и компактные устройства помогают быстро перемещаться, выполнять пилотирование и обучать экипажи. От BOGONG LASER®:
Ручной лазерный сварочный аппарат - Универсальный инструмент в виде пистолета для сборки алюминиевых радиаторов; отлично подходит для кронштейнов, ниппелей, небольших швов бачка, доработки на месте.

Ручной лазерный сварочный аппарат 3 в 1 - Сварка/очистка/резка в одном корпусе; полезно, когда нужно подготовить окислы или подрезать выступ, а затем сразу же запаять его.

Воздушное охлаждение ручной лазерной сварочной машины - Удобно, когда водяное охлаждение нецелесообразно на полу или требуется более легкое обслуживание.

200W Pro мини лазерная сварочная машина с CCD - Микрорельеф, точное визуальное выравнивание; подумайте о маленьких бобышках и деликатных дополнениях вокруг рамки радиатора.





Допустимые и недопустимые ошибки при сборке (уровень "липких заметок")
Сделать
Проектируйте швы для балки. Если сопло не видит его, вы не сможете его сварить.
Зажимайте равномерно; оставляйте путь для защитного газа.
Используйте шпатлевку для материалов, чувствительных к образованию трещин.
Настройте колебания, чтобы расплющить бусину и закрыть корень.
Проверьте на герметичность каждую деталь, сохраните результаты.
Не
Закалывайте поры только с большим нагревом. В первую очередь исправьте ситуацию с газом, подгонкой и чистотой.
Предполагать, что одна программа подходит для всех резервуаров. Небольшие изменения геометрии, большие изменения бассейна.
Пропустите чистку. Оксид алюминия прочный, он не просто “сгорит”.”
Установите газовое сопло слишком далеко. Покрытие имеет большее значение, чем вы думаете.
Не обращайте внимания на начало/остановку. Накладывайте их друг на друга - кратерные трещины любят края.
Почему именно BOGONG для сборки радиатора
BOGONG LASER® производит и поставляет продукцию в 160+ стран, поддерживает OEM/ODM, и служит автомобильная промышленность, металлоконструкции, электроника, вывески и многое другое. Сайт многоязычный, база установки реальная, а стек несет в себе CE, ISO9001, SGS, FDA, France BV. Мы ведем себя как Лазерная сварочная машина завод должны: быстрая поддержка приложений, четкие рекомендации по креплениям и практическая помощь в процессе. Вы можете начать с ручных устройств, а затем перейти к более автоматизированным установкам.
Кроме того, наше портфолио охватывает резку, маркировку, очистку и сварку. Поэтому, если вам нужна предварительная очистка и сварка в одном потоке, мы готовы помочь.
Часто задаваемые вопросы о реальности
Можно ли устранить неаккуратные пробелы? Немного, с колебаниями и проволокой. Большие зазоры? Сначала почините крепление.
Обязательно ли нужен гелий? Не всегда. Он помогает при упрямой пористости. Попробуйте смеси, прежде чем отправляться на полную мощность.
Нужен ли мне контроль глубины? Для швов, критичных к герметичности, - да. Экономия лома и аргументов.
Ручной или робот? Запустите портативный компьютер для обучения и итераций. Заблокируйте робота, когда объем стабилизируется.
Заполните контактную форму для BOGONG LASER®, и мы быстро свяжемся с вами.



{kind=link}
Горячий клик
Свяжитесь с нами
Приложение
©Copyright [bogonglaser.com]. Поставщик лазерного оборудования BOGONG Все права защищены.