-
Шуньхуа Роуд, город Цзинань, Шаньдун
Как работает лазерный сварочный аппарат?
Это руководство объясняет, как лазерный сварочный аппарат использует высокоэнергетический лазерный луч для достижения плавления и склеивания металла, проведет вас через весь рабочий процесс.

Обзор
Это руководство объясняет, как лазерная сварочная машина в котором используется высокоэнергетический лазерный луч для плавления и соединения металлов, проведет вас через подготовку и запуск лазерного сварочного аппарата, установку и натяжение подачи проволоки, настройку параметров, выполнение сварки и резки, а также процедуры очистки и технического обслуживания.
1. Подготовка и проверка безопасности
Прежде чем приступить к работе, соберите все прилагаемые принадлежности - руководство оператора, насадку для подачи проволоки, трубку для подачи проволоки, гаечные ключи, подающие колеса, защитные очки и сварочную проволоку - и убедитесь, что у вас под рукой есть защитные перчатки и соответствующие очки.
Ознакомьтесь с предупреждениями по технике безопасности в руководстве: никогда не помещайте легковоспламеняющиеся материалы на пути луча, не прикасайтесь к высоковольтным компонентам во время работы, и только обученный персонал должен работать с машиной.

2. Подключения питания
Для моделей мощностью 1 500 Вт и 2 000 Вт подключите провода L (под напряжением), N (нейтраль) и PE (заземление) к выключателю воздушного прерывателя машины в указанном порядке. На трехфазных агрегатах мощностью 3 000 Вт подключите провода L1, L2, L3, N и PE в последовательности, указанной в маркировке агрегата.

3. Настройка системы охлаждения
Заполните резервуар для воды чистой или дистиллированной водой, поддерживая температуру окружающей среды выше 0 °C; при температуре ниже 5 °C следует добавить безопасный для лазеров антифриз, чтобы предотвратить замерзание системы. Первоначальное наполнение должно достигать желтой зоны "наполнить до"; в дальнейшем доливайте воду до синей зоны каждые два-три месяца для поддержания правильной циркуляции.

4. Установка устройства подачи проволоки
Выберите подходящий размер подающего колеса для проволоки диаметром 0,8 мм/1,0 мм, для проволоки большего диаметра - 1,2 мм/1,6 мм и установите его на подающее устройство, совместив идентификатор "Y" с внешним и закрепив болтом. Проденьте передний конец сварочной проволоки в направляющую трубку через прижимное колесо подающего механизма, затем отрегулируйте красную ручку натяжения, чтобы проволока продвигалась плавно и в то же время уверенно.

5. Запуск оборудования и активация лазера
Включите основной воздушный тормоз, затем подайте питание на плату управления (зеленая) и, наконец, поверните ключ для лазерного источника - перед запуском лазера убедитесь, что температура в помещении стабилизировалась на уровне 25 °C. Отпустите аварийный стоп (красная кнопка), затем нажмите на контроллер, чтобы зажечь лазерный источник и вывести на экран основной интерфейс управления.

6. Конфигурация параметров и предварительная подача проволоки
На сенсорном экране установите скорость подачи проволоки (максимальное значение 50) и нажимайте "Подача", пока проволока не выйдет из сопла (около одной минуты). Используйте красный лазерный пресет для центрирования луча в отверстии сопла; несоосность чревата прогаром сопла и должна быть устранена до начала сварки.

7. Операции сварки и резки
7.1 Сварка
Установите защитную и фокусирующую линзы, выбрав на интерфейсе режим "Сварка", затем наденьте защитные очки и перчатки, прежде чем приступать к работе с заготовкой, закрепив зажим заземления. Удерживая красную кнопку на горелке, выпустите сварочный луч и плавно продвигайтесь вдоль соединения.
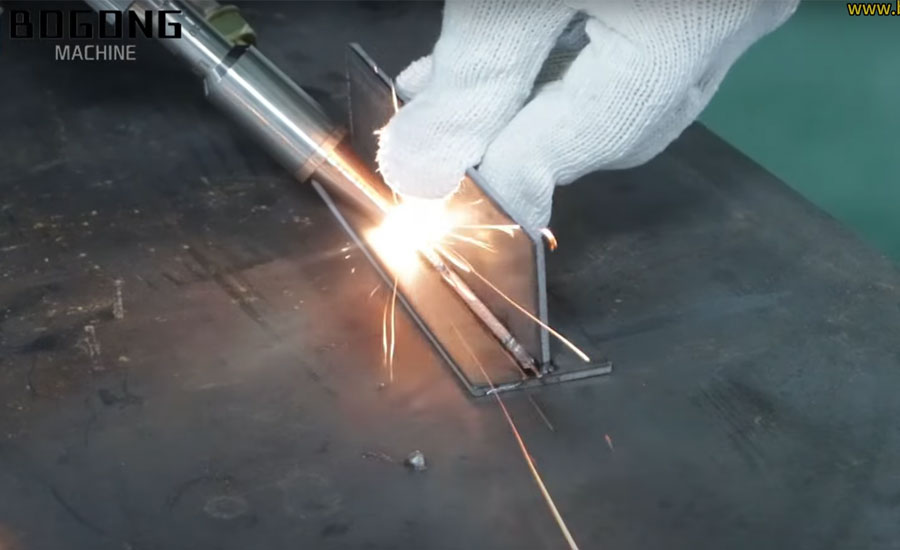
7.2 Резка
Поменяйте сварочное сопло на сопло для резки, сбросьте ширину шва на ноль и отрегулируйте пиковую мощность в соответствии с толщиной листа. Закрепите предохранительный зажим на резаке, дважды нажмите на красную кнопку и приступайте к резке.

7.3 Области применения
Автомобильная промышленность: точная сварка конструктивных элементов кузова;
Электронное производство: сварка микропакетов и корпусов аккумуляторов;
Ювелирные изделия: высокоточная сварка мелких деталей;
Медицинское оборудование: бесшовное соединение оборудования из титанового сплава и нержавеющей стали.
8. Очистка и обслуживание
Установите на место сварочной фокусирующей линзы чистящее зеркало в сборе (текст обращен к соплу), войдите в меню "Очистка" (пароль 5000), зажмите заготовку и дважды нажмите красную кнопку, чтобы запустить цикл лазерной очистки. Для более глубокой очистки оптики удалите пыль и мусор с защитных и фокусировочных линз с помощью безопасной для линз ткани и спирта или следуйте протоколам промышленной лазерной очистки, чтобы удалить окислы и загрязнения без применения химикатов.
После очистки снова переключитесь в режим сварки, установите сварочную линзу и убедитесь, что все параметры соответствуют заводским настройкам, прежде чем возобновлять производство.
Финал
Следуя этой структурированной, пошаговой процедуре - от настройки аппарата и воды до подачи проволоки, настройки параметров, сварки/резки и окончательной очистки - вы обеспечите высокое качество сварных швов и долгий срок службы оборудования. Если у вас есть вопросы о лазерных сварочных аппаратах, обращайтесь Лазер BOGONG и мы будем рады ответить на ваши вопросы.



{kind=link}
Горячий клик
Свяжитесь с нами
Приложение
©Copyright [bogonglaser.com]. Поставщик лазерного оборудования BOGONG Все права защищены.