Comment les machines de découpe au laser à fibres optiques découpent-elles efficacement l'acier inoxydable ?
La découpe au laser de l'acier inoxydable semble simple à première vue. Ce n'est pas le cas. La véritable histoire réside dans l'absorption du faisceau, la dynamique des gaz, le contrôle des scories, la dérive de la mise au point et l'horrible compromis entre la brillance des bords et le coût par pièce.
Les équipes de vente partielle sautent
Cela semble facile.
Mais c'est exactement comme cela que les gens se font griller, parce qu'une fois que l'on a dépassé la vidéo de l'usine et la planche d'échantillons brillante, l'inoxydable commence à exposer toutes les faiblesses de l'atelier - réglage paresseux du gaz, vérifications négligentes des buses, dérive de la mise au point, mauvaises hypothèses d'imbrication, opérateurs poussant les vitesses d'avance parce que le directeur veut “plus de débit”, et personne ne veut admettre que le bord de coupe semble déjà fatigué avant même que le lot ne soit terminé.
Trois mots. Mauvaise idée.
Je crois franchement que beaucoup de vendeurs de lasers vendent l“”efficacité" comme s'il s'agissait d'un chiffre unique et précis. Ce n'est pas le cas. L'efficacité de la découpe de l'acier inoxydable est un empilement désordonné de compromis : absorption du faisceau autour de 1,08 μm, géométrie de la buse, pureté du gaz, planéité de la tôle, éjection de la matière fondue, brillance des bords, polissage en aval, et le fait que l'opérateur de la deuxième équipe remarque que la buse a été coupée il y a deux heures. C'est la véritable histoire de l'atelier. Pas l'histoire de la brochure.
Et l'inoxydable ? Il n'est pas “dur” dans un sens dramatique. Il ne pardonne pas, c'est tout. C'est pire.
AISI 304 et 304L apparaissent partout, et une étude d'optimisation 2023 a souligné que 304L représente environ 50% d'utilisation dans sa discussion sur l'acier inoxydable ; le même document a également renforcé la raison pour laquelle la fibre continue à prendre le travail des anciens systèmes au CO2 - une meilleure absorption, moins de puissance pour la même épaisseur, et des coûts d'exploitation plus faibles.
Et la demande ne ralentit pas seulement parce que le marché est morose. Reuters a rapporté en avril 2024 que la demande mondiale d'acier devrait augmenter de 1,7% pour atteindre 1,793 milliard de tonnes métriques en 2024, tandis que worldstainless a rapporté plus tard une production de 62,6 millions de tonnes métriques d'acier inoxydable en fusion pour l'année 2024, soit une augmentation de 7% par rapport à 2023. Plus d'acier inoxydable en circulation signifie plus d'ateliers qui prétendent avoir “maîtrisé” le découpage alors que, honnêtement, nombre d'entre eux sont encore en train d'effectuer des retouches qui pourraient être évitées.
Si l'on veut d'abord connaître la toile de fond de la production, il est logique de se pencher sur l'étude de Bogong. applications de la machine de découpe laser et de les comparer à l'ensemble de l'économie de l'Union européenne. aperçu des applications des machines laser industrielles. Je ferais cela avant de faire confiance à un discours du type “une machine pour tous”. Car ce n'est généralement pas le cas.
Pourquoi la découpe de l'acier inoxydable au laser à fibre optique est plus efficace que l'usinage à l'aide d'objets contondants ?
Voici l'horrible vérité : l'inoxydable ne se soucie pas du prix de votre machine.
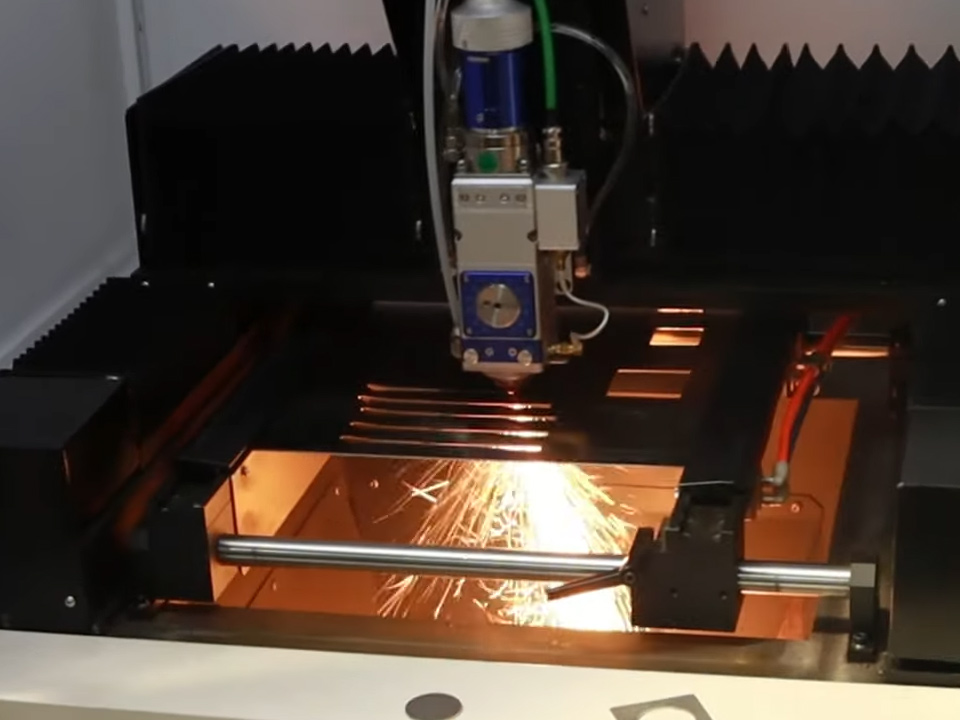
Un laser à fibre découpe l'acier inoxydable en déversant une énergie concentrée dans un point minuscule, en faisant fondre un trait de scie étroit, puis en utilisant un gaz d'assistance - généralement de l'azote si vous voulez un bord propre et brillant, parfois de l'oxygène si vous vous souciez davantage de la vitesse brute que de l'aspect esthétique - pour expulser le matériau fondu avant qu'il ne se fige et ne transforme le bord en déchets. C'est assez simple sur le papier.
Dans la vie réelle ? Pas si bien que ça.
Le faisceau est important, oui. Mais d'après mon expérience, les gens surestiment la puissance de la source et sous-estiment l'évacuation de la fonte. C'est un retour en arrière. Une importante étude publiée dans Matériaux a fait la même remarque dans un langage plus académique : la vitesse de coupe maximale est souvent limitée par la force du gaz d'assistance à l'intérieur du trait de scie, et non par la seule puissance du laser. Ce qui, franchement, correspond à ce que beaucoup d'ateliers apprennent de manière coûteuse.
C'est là que les acheteurs se font piéger. Ils entendent “kilowatts plus élevés” et leurs yeux s'illuminent. Mais même un matériel sérieux n'efface pas la physique des processus. Une étude en accès libre réalisée en 2024 sur des plaques en acier inoxydable a utilisé un laser à fibre de 10 kW, une tête de coupe Precitec de 15 kW, une longueur d'onde de 1080 ± 10 nm et une fibre de sortie de 100 μm - du matériel sérieux, pas des jouets - et les chercheurs ont continué à traiter la largeur du trait de scie, la hauteur du laitier et la rugosité comme des objectifs de qualité distincts. Qu'est-ce que cela signifie ? Que la machine n'a pas tout résolu comme par magie. Bien sûr que non.

Ainsi, lorsque quelqu'un affirme qu'une machine de découpe laser à fibre pour l'acier inoxydable “fonctionne”, je pense généralement : sur quelle épaisseur, avec quel gaz, avec quelles spécifications de bord, sous les mains de qui, et pendant combien de temps avant que la buse ne devienne moche ?
Telle est la question.
Si votre ligne inclut la traçabilité ou le marquage en aval, il est également utile de séparer la coupe de la finition. L'entreprise Bogong's machine de marquage au laser page et Machine à graver au laser page sont utiles à cet égard, car la coupe n'est qu'un maillon de la chaîne. Beaucoup de gens l'oublient.
Paramètres de découpe laser de l'acier inoxydable qui déterminent réellement si vous gagnez de l'argent
La plupart des mauvaises coupes sont auto-infligées.
Pas tous. La plupart.
Et non, je ne dis pas cela pour paraître intelligent. Je le dis parce que les magasins ne cessent d'accuser la source alors que le véritable problème se situe à un endroit beaucoup moins prestigieux : la position de la mise au point dérive, la pression du gaz est réglée par habitude plutôt que par évidence, la face de la buse est à moitié endommagée ou la vitesse est poussée trop loin parce que quelqu'un pense que “si 4 m/min est bon, 5,2 doit être meilleur”. Cette logique ruine des arêtes chaque semaine.
Une étude de 2024 sur les paramètres de découpe au laser a révélé que les meilleures conditions pour une faible rugosité, une faible HAZ, une faible largeur de trait de scie et un faible angle de trait de scie étaient liées à une faible puissance du laser, une vitesse de coupe élevée, une pression de gaz moyenne, une distance d'écartement élevée, une fréquence d'impulsion moyenne, une faible épaisseur et un gaz d'assistance à l'azote. Cela devrait mettre fin à l'instinct de paresseux qui consiste à augmenter la puissance et à prier.
Les paramètres qui modifient réellement le résultat
| Paramètres | Ce qu'il change | Ce qui ne va généralement pas | Ce que je regarderais en premier |
|---|---|---|---|
| Puissance du laser (W ou kW) | Taux de fusion, stabilité du perçage, épaisseur utilisable | Trop de chaleur, trait de scie plus large, bord plus rugueux sur une feuille mince | Correspondre à l'épaisseur avant la vitesse de chasse |
| Vitesse de coupe (m/min) | Productivité, motif de striation, risque de crasse | Une vitesse trop élevée laisse de la matière fondue non éjectée ; une vitesse trop faible surchauffe le bord. | Trouver la limite de la stabilité, puis reculer |
| Position de mise au point | Densité d'énergie dans la feuille | Les petites dérives détruisent la géométrie du trait de scie et la finition des arêtes. | Vérifier après un changement de buse ou une collision |
| Type de gaz (N2 / O2 / air) | Chimie des bords, luminosité, vitesse, coût | Mauvais gaz pour la spécification de finition | Lier le choix du gaz à l'exigence de la pièce, pas à l'habitude |
| Pression du gaz (bar) | Ejection de la matière fondue, formation d'écume | Plus de pression n'est pas toujours mieux | Observer l'état de la buse et le comportement de l'écoulement en même temps |
| Buse et distance de sécurité | Forme des jets de gaz et transfert de quantité de mouvement | Les buses abîmées simulent des “problèmes de machine” | Inspecter tous les jours et non toutes les semaines |
Cette table est basique. C'est bien. Elle devrait l'être.
En effet, dans le domaine de la coupe de l'acier inoxydable, les bases ennuyeuses sont celles où l'argent s'échappe.
Une étude réalisée en 2024 sur l'AISI 431 a utilisé un gaz d'assistance à l'azote avec un laser à fibre Trumpf et a testé une puissance de 2500 à 3500 W, une vitesse de coupe de 3 à 5 m/min et une pression de gaz de 8 à 10 bars. Les données n'étaient pas ordonnées comme l'aiment les représentants commerciaux. L'enlèvement de matière s'est amélioré de 62,4% lorsque la pression, la puissance et la vitesse du gaz ont augmenté, tandis que la rugosité de surface a chuté de 56,7% lorsque la vitesse de coupe, la pression du gaz et la puissance du laser ont été réduites. C'est cette contradiction qui fait le succès de l'entreprise. Il est possible d'optimiser le rendement. Il est possible d'optimiser la finition. C'est en faisant les deux à la fois que le vrai travail commence.

Gaz d'assistance à l'azote pour la découpe laser de l'acier inoxydable : l'argument que les gens simulent pour s'en sortir
L'azote est généralement le choix de l'adulte pour l'acier inoxydable lorsque l'arête doit rester brillante, sans oxyde, et moins gênante à polir ou à souder par la suite. L'azote Matériaux explique pourquoi : le gaz inerte permet d'éjecter la matière en fusion sans provoquer le même type de réaction chimique qu'avec un gaz réactif. Cela semble technique parce que c'est technique. Mais la conclusion est assez simple : si le client veut un bord argenté propre, c'est généralement le N2 qui l'emporte.
Mais l'azote n'est pas bon marché.
Et cela a plus d'importance que certains ne l'admettent. Les ateliers adorent sous-évaluer les travaux inoxydables, puis perdre discrètement de la marge en consommant du gaz, en effectuant des finitions secondaires et en produisant plus lentement que prévu. J'ai vu ce film. Il ne se termine jamais bien.
Comment découper l'acier inoxydable avec un laser à fibre sans se mentir à soi-même
Commencez par la note. Non, vraiment.
Un panneau décoratif en 304, une enceinte de qualité alimentaire, un support médical et une plaque de recouvrement industrielle peuvent tous être qualifiés d“”inoxydables", mais il ne s'agit pas du même travail. Ils ne veulent pas le même bord. Ils ne tolèrent pas la même décoloration. Ils ne pardonnent pas les mêmes raccourcis.
Et puis il y a la feuille elle-même. Planéité. État de surface. Le film. Variation des lots. Des choses insignifiantes, sauf qu'elles ne sont plus insignifiantes lorsque le trait de scie commence à se comporter de manière étrange.
Une étude sur le 2024 et le travail sur le 2024 AISI 431 font tous deux ressortir le même point : les variables interagissent. La puissance, la vitesse, la pression du gaz, la focalisation, l'épaisseur - ces variables ne se rangent pas poliment dans des cases séparées. C'est pourquoi une “fiche de paramètres éprouvés” peut échouer dès que le matériau ou la géométrie change.
D'après mon expérience, voici l'ordre le plus judicieux des opérations.
Tout d'abord, il faut déterminer l'objectif de finition avant de discuter de la vitesse. Si le client veut un bord brillant et déteste le post-traitement, commencez par l'azote. Si la pièce est cachée, que les normes cosmétiques sont souples et que le débit importe plus que la couleur des bords, l'oxygène peut valoir la peine d'être testé avec précaution.
Deuxièmement, il faut faire preuve de rapidité et de concentration avant de se lancer à la poursuite de dix variables à la fois. Les ateliers font tout le temps le contraire. Ils changent de gaz, de puissance, de hauteur de buse et de focalisation en une seule fois, puis s'étonnent de ne pas savoir ce qui a arrangé - ou gâché - la coupe.
Troisièmement, il faut inspecter la buse comme un sceptique et non comme un rêveur. Une pointe ébréchée ou un jet décentré peut se faire passer pour un problème de poutre et faire perdre des heures à tout le monde. C'est l'une des raisons pour lesquelles la littérature sur les gaz d'assistance revient sans cesse sur la conception des buses et le comportement de l'écoulement. Parce que les “petites choses” ne sont souvent pas petites du tout.
Quatrièmement, testez le bord en fonction de l'utilisation réelle de la pièce en aval. Il ne s'agit pas seulement de la regarder sous des lampes à incandescence. Soudez-le. Polissez-le. Ajustez-le. Vérifiez la corrosion si l'application le justifie. Une coupe qui semble “correcte” sur la palette peut rapidement devenir hideuse lors de l'assemblage.
Si vous souhaitez savoir comment les fournisseurs définissent leurs capacités, je vous invite à consulter l'étude de Bogong sur les capacités de production. page "à propos de nous avec le blog de l'industrie du laser. Ce type de lecture parallèle en dit généralement plus long que ne le fera jamais une bannière de héros bien léchée.
La question de la sécurité que trop d'entreprises de l'industrie de l'acier inoxydable éludent
Cette partie est ignorée. Elle ne devrait pas l'être.
La norme de l'OSHA sur le chrome (VI) s'applique aux expositions professionnelles dans l'industrie générale, et les seuils ne sont pas des textes de politique décorative. L'OSHA fixe un seuil d'intervention de 2,5 microgrammes par mètre cube d'air pour un TWA de 8 heures et précise que les employeurs sont responsables du contrôle de l'exposition et de la protection des travailleurs. C'est important lorsque vous découpez des matériaux contenant du chrome et que vous prétendez que l'enceinte seule vous sauvera.
Et il ne s'agit pas seulement d'une histoire de soudage, même si c'est souvent ainsi que les gens l'interprètent. La directive DOSH de l'État de Washington indique que les travaux à chaud tels que le soudage, le brasage ou le découpage au chalumeau de l'acier inoxydable peuvent créer du chrome hexavalent par oxydation à haute température. La terminologie du processus diffère, certes, mais l'essentiel est là : la chaleur, l'acier inoxydable et les sous-produits en suspension dans l'air ne sont pas des éléments à traiter avec désinvolture.
Je ne mâcherai pas mes mots. Si un atelier est prêt à investir massivement dans l'optique, l'automatisation et les logiciels d'imbrication, mais qu'il reste étrangement silencieux lorsque vous lui posez des questions sur le captage des fumées, l'extraction à la source ou la vérification de l'exposition, c'est qu'il a quelque chose à vous dire. Rien de bon.
Les chiffres qui disent la vérité sur la vitesse de découpe laser pour l'acier inoxydable
Les gens aiment les gros titres.
Je ne leur fais pas confiance si je ne connais pas l'épaisseur, le gaz, les exigences de finition, la qualité et si personne ne compte les retouches.
Un article sur l'optimisation publié en 2023 indique qu'une découpeuse laser à fibre haute puissance peut découper jusqu'à cinq fois plus vite qu'une découpeuse laser CO2 conventionnelle tout en utilisant la moitié des coûts d'exploitation. Il fait référence à un cas où une découpeuse laser à fibre de 3 kW a découpé de l'acier inoxydable de 1 mm à une vitesse d'environ 30 m/min, tandis qu'un système CO2 de 5 kW a réussi à découper environ un tiers de cette vitesse. Des chiffres utiles ? Oui.
En effet, la vitesse sans contexte n'est rien d'autre que de la publicité.
Une coupe brillante sur du 304 de 1 mm avec de l'azote de haute pureté est un type de travail. Une structure multicouche, une géométrie bizarre ou une spécification de bord difficile en est une autre. L'étude de la plaque quadrillée en acier inoxydable 2024 est un bon test de réalité : quatre couches d'acier inoxydable de 3 mm, des espaces de 12 mm et des largeurs de joint de coupe de 1,25, 1,65, 1,80 et 1,92 mm d'une couche à l'autre, dans des conditions bien définies. Il ne s'agit pas d'appuyer sur un bouton pour obtenir un résultat parfait. Il s'agit d'un contrôle de processus sous contrainte.
Ainsi, lorsque quelqu'un me demande quelle est la meilleur laser à fibre pour la découpe de l'acier inoxydable Je donne généralement la réponse que les gens n'aiment pas : c'est la machine dont la fenêtre de processus peut être tenue par votre équipe lors d'une mauvaise journée - stock mélangé, palettes poussiéreuses, légère contamination de la lentille, changement de buse pendant l'équipe de nuit, et tout le reste. C'est la machine qui rapporte de l'argent.
FAQ
Qu'est-ce que la découpe laser de l'acier inoxydable ?
La découpe au laser à fibre de l'acier inoxydable est un procédé de découpe thermique qui utilise un faisceau laser concentré, généralement d'une longueur d'onde proche de 1,08 μm, pour faire fondre une ligne étroite dans l'acier inoxydable tandis qu'un gaz d'assistance élimine le métal fondu de la saignée pour laisser un bord de coupe utilisable. Il s'agit là d'une définition simple. Dans la pratique, cependant, la qualité des bords dépend du choix du gaz, de la position du foyer, de l'état de la buse, de la vitesse et de la précision avec laquelle la fenêtre du processus est contrôlée sur les cycles de production réels.
Comment les machines de découpe au laser à fibres optiques découpent-elles efficacement l'acier inoxydable ?
Les machines de découpe laser à fibre optique découpent efficacement l'acier inoxydable en combinant une forte absorption du faisceau, un contrôle étroit de la focale, un mouvement stable et une force d'assistance suffisante pour dégager le métal en fusion avant qu'il ne colle, ne s'oxyde ou ne forme de lourdes scories sur le bord de la découpe. C'est la réponse courte. La réponse plus longue est moins jolie : l'efficacité n'est pas seulement une question de vitesse, c'est une vitesse reproductible avec une rugosité acceptable, peu de retouches, une consommation de gaz contrôlée et des résultats stables sur des lots réels, et non sur des échantillons de salle d'exposition.
La découpe de l'acier inoxydable à l'aide d'un laser à fibre présente-t-elle des risques pour la santé ?
C'est pourquoi l'OSHA réglemente l'exposition professionnelle au chrome (VI) et exige des employeurs qu'ils gèrent ces risques dans l'industrie en général. La réponse simple est oui. La réponse plus sérieuse est que trop d'ateliers considèrent encore l'extraction comme une case à cocher au lieu d'une exigence de contrôle des processus soutenue par la surveillance de l'exposition, la filtration et la protection des travailleurs.
Votre prochaine étape si vous envisagez de couper l'acier inoxydable de manière rentable
Ne vous contentez pas d'acheter en fonction du nombre de watts.
Je crois franchement que c'est l'une des pires habitudes de ce métier. Une machine peut avoir une puissance de source impressionnante et vous décevoir malgré tout si la stratégie en matière de gaz est faible, si l'assistance est lente, si la durée de vie des buses est irrégulière, si la planification de l'extraction n'est pas parfaite ou si votre équipe n'est pas en mesure de maintenir une fenêtre de processus stable en cas de variation réelle des matériaux.
Posez donc des questions plus difficiles.
Si votre gamme de pièces comprend des produits 304, 304L ou d'autres produits inoxydables pour lesquels la brillance des arêtes, l'ajustement et les coûts de reprise sont importants, il convient d'examiner d'abord l'adaptation à l'application réelle et non les titres du marketing. Bogong's page d'application de la machine de découpe laser, le plus large aperçu des applications des machines laser, et le page de contact pour une discussion technique directe sont les bons points de départ.
Ensuite, envoyez de vrais dessins. De vraies épaisseurs. De vraies normes de finition. De vraies tolérances.
C'est alors que la conversation sérieuse commence.



{kind=link}
Hot Click
Nous contacter
Application
©Copyright [bogonglaser.com]. BOGONG Laser Machine Supplier Tous droits réservés.