Як машини для лазерного різання волокон виготовляють прецизійні корпуси серверів
Більшість несправностей серверних корпусів починаються не на етапі остаточного складання. Вони починаються раніше, з деформованих заготовок, лінивого гніздування, поганих налаштувань допоміжного газу, недбалого контролю задирок і вентиляційних отворів, які виглядають добре в САПР, але саботують повітряний потік в стійці. У цій статті ми пояснимо, що відрізняє реальне прецизійне різання серверних корпусів від брошурних розмов.
Я бачив, як багато майстерень листового металу говорять про виготовлення серверних шасі так, ніби це звичайна робота з корпусом, а потім дивуються, коли рейки згинаються, стінки вентиляторів свистять, обладнання PEM зміщується, а нібито “точний” корпус перетворюється на роботу з порятунку допусків на згинальній ділянці. Хочете сувору правду? Серверні шасі не прощають помилок, а обладнання епохи штучного інтелекту робить це менш правдивим на чверть.
Волоконно-лазерний різальний верстат тут заслуговує на свою репутацію, адже серверні шафи - це не зовсім шафи. Це карти повітряних потоків, шляхи заземлення, компроміси з електромагнітними перешкодами, шляхи тепловідведення та монтажні кріплення, замасковані під листовий метал. Коли NVIDIA заявляє, що її GB200 NVL72 об'єднує 36 CPU Grace та 72 GPU Blackwell у стійці з рідинним охолодженням, це не просто історія про чіпи. Це історія про упаковку, історію про щільність та історію про геометрію.
Серверне шасі - це теплова частина, а не просто металева деталь
Таке пропускають.
Багато покупців досі вважають, що точне різання листового металу має значення, оскільки воно виглядає чисто. Я вважаю, що це версія аргументу для початківців. Точність має значення, тому що корпус контролює повторюваність: відстань між вентиляторами, вирівнювання вентиляційних отворів, розташування плат, реєстрацію слотів PCIe, зазор для кабелів і поведінку тиску в повітряних або рідинних системах охолодження.
Ось чому я не сприймаю серйозно заяви про “±0,1 мм”, якщо не знаю площинність матеріалу, тепловіддачу на кромці, послідовність згинання та метод контролю. За рівним малюнком може ховатися поганий процес. А поганий процес завжди проявляється пізніше, як правило, в процесі складання, тепловому шумі або збоях в роботі.
Академічна сторона це підтверджує. Дослідження сервера 2024 року в Тематичні дослідження в галузі теплотехніки використовували сервер у стійці 2U і чітко зосередилися на мінімізації температурних коливань у компонентах, що зазнають високих навантажень, шляхом оптимізації повітряних потоків за допомогою теплового моделювання. Простіше кажучи, геометрія шасі була частиною рішення для охолодження, а не прикрасою.
Де насправді виграє волоконно-лазерний різальний верстат
Швидкість різання має значення. Але не в першу чергу.
Для прецизійного різання серверних корпусів реальна цінність волоконного лазерного різака полягає в тому, що він може утримувати тонкі деталі на виробничій швидкості, зберігаючи при цьому зону термічного впливу вужчою, ніж багато старих методів різання, особливо на тонкій вуглецевій сталі, нержавіючій сталі та алюмінієвому листі. Це має значення для отворів лотка материнської плати, вирізів вводу/виводу, перфорованих вентиляційних полів і повторюваних монтажних схем, де один отвір, що зміщується, може вивести з ладу всю збірку.
Я б розставив пріоритети так:
| Що важливо у виробництві серверних корпусів | Чому це важливо | Що робить хороший процес виробництва волокон |
|---|---|---|
| Послідовність розташування отворів | Вирівнює рейки, стійки та слоти для карток | Використовує стабільне керування рухом і перевірену вкладеність |
| Низький рівень задирок і чиста кромка | Зменшує кількість переробок, проблем із заземленням і небезпечного поводження | Контролює потужність, швидкість, газ і стан сопла |
| Мінімальне викривлення аркуша | Захищає точність згинання та прилягання кришки | Обмежує надлишкове нагрівання та погане затискання |
| Точна геометрія вентиляційних отворів | Зберігає математику повітряних потоків від САПР до виробництва | Чисто повторює вузькі прорізи та щільні візерунки |
| Повторюваність між партіями | Захищає вихід масової збірки | Використовує SPC, інспекцію та контрольовані партії матеріалів |
Магазини, які перемагають тут, не просто добре ріжуть. Вони ріжуть передбачувано.
А передбачуваність - це те місце, де більшість заводів стають вразливими. Робота NIST до 2024 року над моніторингом у процесі виробництва прямо вказує на ширший виробничий аспект: статистичні контрольні карти та коригування процесу використовуються, щоб уникнути виробництва деталей, які не відповідають специфікаціям. Це доросла версія контролю якості. А не “наші працівники досвідчені”. Дані. Контроль процесу. Вчасна корекція.

Ринковий тиск стає потворним, і це змінює шасі
Попит зростає.
У березні 2024 року агентство Reuters повідомило, що Super Micro може виготовити, зібрати, протестувати і відправити серверну стійку за кілька тижнів за наявності компонентів, а її дохід за останні три місяці 2023 року збільшився більш ніж удвічі. У червні 2024 року агентство Reuters також повідомило, що виручка HPE від продажу серверів зросла на 181 трлн доларів США в річному обчисленні до 1 трлн 4 трлн 3,9 млрд доларів США, причому виручка від продажу серверів зі штучним інтелектом зросла більш ніж удвічі - до 1 трлн 4 трлн 900 млн доларів США, а бэклог досяг 1 трлн 4 трлн 3,1 млрд доларів США. Таке зростання швидко змінює поведінку покупців: терміни виконання замовлень скорочуються, заморожування проектування стає коротшим, а виробничі допуски раптово набувають фінансової ваги.
Потім додайте проблему з електроенергією. За даними МЕА, у 2024 році центри обробки даних вже споживали близько 415 ТВт-год, про те, що 1,51 трлн світового споживання електроенергії, і це споживання зросло 12% на рік протягом попередніх п'яти років. Він також очікує, що попит на електроенергію для центрів обробки даних досягне приблизно 945 ТВт-год до 2030 року у базовому випадку. Це не фоновий шум. Це попередження: щільніші сервери означають вужчі теплові поля, а вужчі теплові поля карають за недбале виготовлення корпусу.
Тому, коли мене запитують, як працюють волоконно-лазерні різальні машини на цьому ринку, я відповідаю більш прямолінійно, ніж більшість постачальників: вони працюють, перетворюючи листовий метал на надійну термічну та складальну платформу досить швидко, щоб витримати реальний попит. Якщо машина може робити лише красиві зразки, цього недостатньо.
Що більшість заводів роблять неправильно при прецизійному розкрої серверних корпусів
Вони женуться за характеристиками заголовків.
Брошури люблять максимальну потужність, максимальну швидкість і вражаючі показники прискорення. Мене більше хвилює, чи може цех утримувати геометрію прорізів протягом усієї партії після зносу сопла, зміни аркуша та зміни оператора. Саме там зникає прибуток.
Ось звичайний ланцюжок невдач, який я бачу:
Вони переоцінюють можливості лазера і недооцінюють можливості аркуша
Якщо матеріал, що надходить, хвилястий, маслянистий або неоднорідний за товщиною, навіть дуже хороший верстат для лазерного різання листового металу даватиме нестабільні результати. Машина не чарівна. Сміттєвий лист потрапляє всередину, а на виході виходить дорогий брухт.
Вони ігнорують комірку вигину
Я бачив вирізані лазером заготовки, які чудово виглядали на палеті, а після формування ставали потворними, тому що ніхто не враховував напрямок волокон, рельєф згину, відстань між пазами або співвідношення допусків на різання та допусків на гальмування. Виробництво серверних корпусів зазнає невдачі, коли відділи оптимізують локально, а втрачають глобально.

Вони ставляться до вентиляції як до витвору мистецтва
Вентрешітки - це інженерна функція. А не прикраса. Якщо геометрія вентиляційних отворів змінює падіння тиску, шум вентиляторів або поведінку гарячих точок, корпус стає тепловою проблемою.
Вони залишають відстеження на потім
Це неправильно. Простежуваність має бути передбачена з самого початку. Для серійних корпусів, диференціації SKU та робочих процесів технічного обслуговування важливий спеціальний етап маркування. Саме на цьому етапі 30 Вт волоконно-лазерна маркувальна машина природно поєднується з різанням і формуванням, особливо для штрих-кодів, QR-кодів і серійного контролю на металевих деталях.
Вони розділяють процеси, які повинні спілкуватися один з одним
Змішане виробництво зараз є поширеним явищем. Якщо цех обробляє корпусні панелі, кронштейни, круглі або трубчасті опори в одному потоці, то волоконний лазерний верстат для різання металу "все в одному" для труб і листів може зменшити кількість помилок при переміщенні та дрейф пристосування між комірками. А якщо до складу збірки входять таблички з маркуванням, заглиблені контрольні зони або фасонні металеві поверхні, то 3D волоконний лазерний гравер для металу може обробляти деталі, які не піддаються плоскій обробці.
Що насправді означає “найкращий верстат для лазерного різання листового металу” в цій ніші
Це не означає найбільший.
Для серверних корпусів я б радше купив добре контрольований верстат для волоконного лазерного різання з перевіреною стабільністю на тонких листах, повторюваним управлінням допоміжним газом і сильною дисципліною контролю якості, ніж більш потужний верстат, проданий командою, яка не може показати дані про технологічні можливості процесу. Швидше - це добре. Стабільність - це гроші.
Ось фільтр покупців, яким я довіряю:
| Питання покупця | Гарна відповідь. | Погана відповідь |
|---|---|---|
| Чи можете ви продемонструвати повторюваність виробничих партій? | Журнали SPC, протоколи перевірок, дані про відхилення вибірки | “Наші працівники мають досвід” |
| Як впоратися з щільним розташуванням вентиляційних отворів і дрібними щілинами? | Обробляйте вікна за матеріалом і товщиною | “Без проблем, дуже легко” |
| Що відбувається після різання? | Зачищати, формувати, перевіряти, перевіряти відповідність, простежуваність | “Лазер і так дуже точний” |
| Чи можете ви швидко підтримувати технічні зміни? | Контроль ревізій та задокументований процес налаштування | “Спочатку надішліть фінальний файл” |
| Як ви керуєте змішаним виробництвом? | Інтегрований робочий процес маркування форми вирізу | Окремі силоси з ручним перевантаженням |
Ця таблиця виглядає просто. Але це не так. Саме в ній серйозні постачальники відокремлюють себе від котирувальних машин з підключеними до них операторами.
Справжній урок виробництва
Ось воно.
Волоконне лазерне різання металевих корпусів працює тому, що поєднує точність, швидкість і складність конструкції в одному технологічному кроці. Але сам по собі верстат не може виготовити точне серверне шасі. Це робить система. Якість листа, стратегія гніздування, стабільність газу, стан кромки, дисципліна вигину, теплові характеристики та логіка контролю - все це визначає, чи буде готова деталь стояти в сучасній стійці, чи відправиться у відро для брухту.
І так, у мене є тверда думка з цього приводу: індустрія все ще приховує занадто багато поганих процесів під словом “звичай”. Кастомність - це не виправдання непослідовності. У виробництві AI-серверів - це тест.
Поширені запитання
Що таке машина для лазерного різання волокон у виробництві серверних корпусів?
Волоконний лазерний різальний верстат - це металорізальна система з ЧПУ, яка використовує лазерний промінь, що подається по волокну, для різання тонкого і середнього провідного листа з високою точністю позиціонування, малою шириною прорізу і швидким часом циклу, що робить його особливо придатним для панелей серверних корпусів, вентиляційних решіток, пазів і монтажних елементів, які повинні повторюватися від деталі до деталі. Волоконні системи широко використовуються, оскільки вони ефективно обробляють нержавіючу сталь, вуглецеву сталь і алюміній, підтримуючи при цьому щільні набори функцій, необхідних для точного різання серверних корпусів.
Чому прецизійне різання серверних корпусів складніше, ніж звичайне різання корпусів?
Точний розкрій серверних корпусів є більш вимогливим, оскільки корпус виступає одночасно як структурна, теплова, електрична та монтажна платформа, тому навіть невеликі відхилення можуть вплинути на прилягання рейки, монтаж плати, вирівнювання PCIe, поведінку повітряного потоку, контроль електромагнітних завад та доступ до сервісного обслуговування. Коротше кажучи, серверне шасі - це не просто оболонка. Він є частиною продуктивності системи, тому недбалі допуски згодом проявляються у вигляді шуму, нагрівання та відходів при складанні.
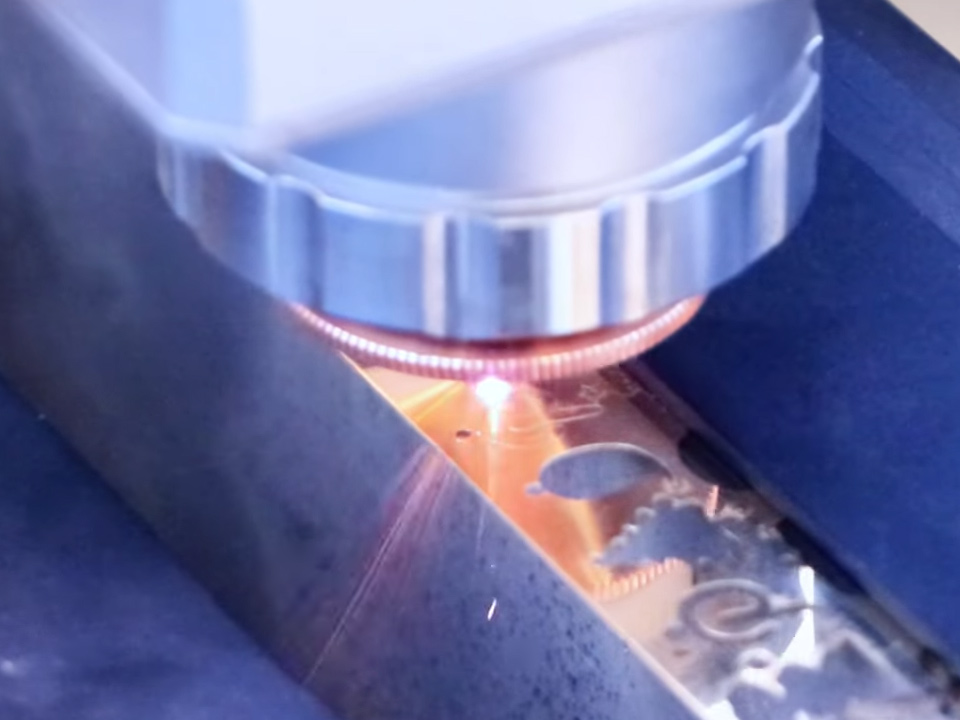
Як працюють машини для волоконного лазерного різання листового металу для серверних деталей?
Машини для волоконного лазерного різання працюють шляхом фокусування високоенергетичного лазерного променя через оптику на металевий лист, в той час як допоміжний газ видаляє розплавлений матеріал із зони різу, дозволяючи системі ЧПУ створювати точні профілі, отвори, прорізи і вентиляційні поля на високій швидкості з контрольованою якістю країв. Практичний сенс полягає в наступному: якість різання залежить від повного вікна процесу, а не тільки від потужності лазера. Стан сопла, тиск газу, площинність матеріалу та налаштування руху - все це визначає, чи буде деталь виробничого класу.
Ваш наступний крок
Якщо ви шукаєте постачальника верстатів для волоконного лазерного різання для виготовлення серверних корпусів, не запитуйте лише про ціну та номінальний допуск. Поцікавтеся даними про повторюваність партії, результатами припасування зразків, стандартами контролю задирок, можливостями вентиляційних отворів, обробкою змін і робочим процесом простежуваності. Саме там живе правда.
І якщо ви створюєте контент для цієї ніші, дотримуйтесь тих самих стандартів. Менше говоріть про “передові технології”. Говоріть більше про те, що трапляється, коли отвір зміщується, панель викривляється або схема вентиляції не відповідає дійсності. Це те, що насправді хочуть знати професіонали.



{kind=link}
Гаряча клавіша
Зв'яжіться з нами
Заявка
© Авторське право [bogonglaser.com]. Постачальник лазерних машин BOGONG Всі права захищені.