-
Дорога Шуньхуа, місто Цзінань, провінція Шаньдун
Як працює лазерний зварювальний апарат?
Цей посібник пояснює, як лазерний зварювальний апарат використовує високоенергетичний лазерний промінь для досягнення плавлення і з'єднання металу, проведе вас через весь робочий процес.

Огляд
У цьому посібнику пояснюється, як лазерний зварювальний апарат використання високоенергетичного лазерного променя для плавлення та з'єднання металів, підготовка та запуск лазерного зварювального апарату, встановлення та натягнення дроту, налаштування параметрів, виконання зварювання та різання і, нарешті, виконання процедур очищення та технічного обслуговування.
1. Підготовка та перевірка безпеки
Перед початком роботи зберіть усе приладдя, що входить до комплекту поставки - інструкцію з експлуатації, насадку для направлення дроту, трубку для направлення дроту, гайкові ключі, колеса подачі, захисні окуляри та зварювальний дріт - і переконайтеся, що у вас під рукою є захисні рукавички та відповідні захисні окуляри.
Ознайомтеся з попередженнями з техніки безпеки в посібнику: ніколи не розміщуйте легкозаймисті матеріали на шляху променя, уникайте дотику до високовольтних компонентів під час роботи, і тільки навчений персонал повинен працювати з машиною.

2. Підключення до електромережі
Для моделей потужністю 1500 Вт і 2000 Вт підключіть дроти L (провід), N (нейтраль) і PE (заземлення) до перемикача повітряного вимикача машини в такій послідовності. На трифазних агрегатах потужністю 3 000 Вт під'єднайте дроти L1, L2, L3, N і PE у послідовності, зазначеній на маркуванні агрегату.

3. Налаштування системи охолодження
Наповніть резервуар для води чистою або дистильованою водою, підтримуючи температуру навколишнього середовища вище 0 °C; при температурі нижче 5 °C слід додати безпечний для лазера антифриз, щоб запобігти замерзанню системи. Початковий рівень води повинен досягати жовтої зони "fill to"; після цього доливайте воду до синьої зони кожні два-три місяці для підтримання належної циркуляції.

4. Встановлення механізму подачі дроту
Виберіть правильний розмір колеса подачі відповідно до діаметра дроту - 0,8 мм/1,0 мм для цього діаметра, 1,2 мм/1,6 мм для більшого дроту - і встановіть його на механізмі подачі, вирівнявши ідентифікатор "Y" назовні і закріпивши болтом. Протягніть передній кінець зварювального дроту в направляючу трубку через притискне колесо механізму подачі, а потім відрегулюйте червоний регулятор натягу так, щоб дріт просувався плавно, але щільно.

5. Запуск машини та активація лазера
Увімкніть головний повітряний гальмо, потім подайте живлення на плату управління (зелена кнопка) і, нарешті, поверніть ключ для лазерного джерела - переконайтеся, що температура в приміщенні стабілізувалася приблизно до 25 °C, перш ніж запускати лазер. Відпустіть аварійну зупинку (червона кнопка), потім натисніть на контролер, щоб запалити лазерне джерело і відобразити основний робочий інтерфейс.

6. Конфігурація параметрів і попередня подача дроту
На сенсорному екрані встановіть швидкість подачі дроту (максимальне значення 50) і натискайте кнопку "Подача", доки дріт не вийде з сопла (близько однієї хвилини). Використовуйте червоний лазерний індикатор для центрування променя в отворі сопла; неправильне центрування може призвести до перегорання сопла, тому його необхідно виправити перед початком зварювання.

7. Зварювальні та різальні роботи
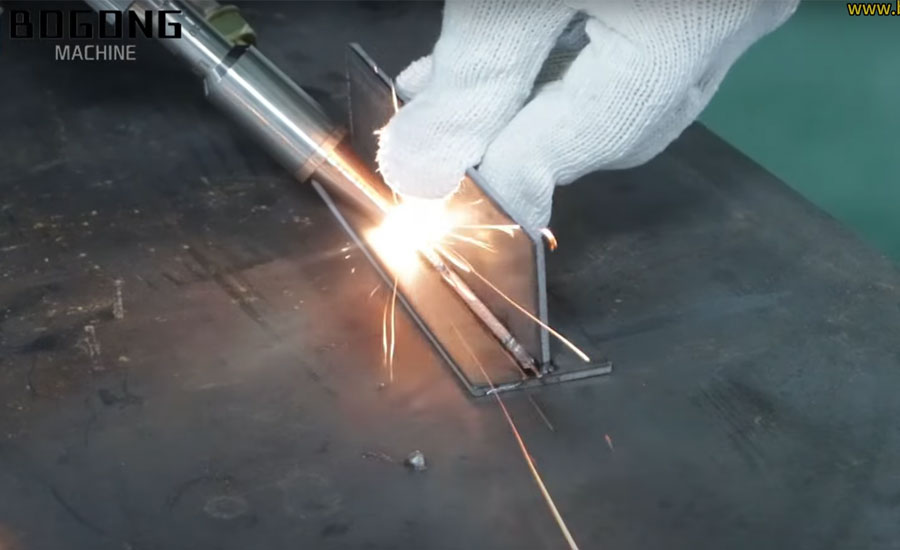
7.1 Зварювання
Встановіть захисну лінзу та фокусувальну лінзу, вибравши режим "Зварювання" на інтерфейсі, потім надіньте захисні окуляри та рукавички, перш ніж приступати до зварювання заготовки з прикріпленим заземлюючим затискачем. Натисніть і утримуйте червону кнопку запалювання на пальнику, щоб випустити зварювальний промінь і рівномірно просуватися вздовж з'єднання.
7.2 Різання
Замініть зварювальне сопло на ріжуче, скиньте ширину шва на нуль і відрегулюйте пікову потужність відповідно до товщини листа. Закріпіть запобіжний затискач на пальнику, двічі натисніть червону кнопку і продовжуйте операцію різання.

7.3 Сфери застосування
Автомобільна промисловість: прецизійне зварювання конструкційних деталей кузова;
Електронне виробництво: зварювання мікропакетів та корпусів акумуляторів;
Ювелірні вироби: високоточне зварювання дрібних деталей;
Медичне обладнання: безшовне з'єднання обладнання з титанового сплаву та нержавіючої сталі.
8. Прибирання та обслуговування
Замініть зварювальну фокусувальну лінзу на очищувальне дзеркало в зборі (текст звернений до сопла), увійдіть в меню "Очищення" (пароль 5000), закріпіть заготовку і двічі натисніть червону кнопку, щоб запустити цикл лазерного очищення. Для більш глибокого очищення оптики видаліть пил або сміття із захисних і фокусуючих лінз, використовуючи безпечну для лінз тканину і спирт, або дотримуйтесь промислових протоколів лазерного очищення, щоб видалити оксиди і забруднення без використання хімічних речовин.
Після очищення поверніться в режим зварювання, встановіть зварювальну лінзу і переконайтеся, що всі параметри залишилися на заводських налаштуваннях, перш ніж відновити виробництво.
Фінал
Дотримуючись цієї структурованої поетапної процедури - від налаштування машини та води до подачі дроту, налаштування параметрів, зварювання/різання та остаточного очищення - ви забезпечите не тільки високу якість зварних швів, але й тривалий термін служби обладнання. Якщо у вас виникли запитання про лазерні зварювальні апарати, звертайтеся до Лазер BOGONG і ми будемо раді відповісти на ваші запитання.



{kind=link}
Гаряча клавіша
Зв'яжіться з нами
Заявка
©Copyright [bogonglaser.com]. BOGONG Laser Machine Supplier All Rights Reserved.