-
Strada Shunhua, città di Jinan, Shandong
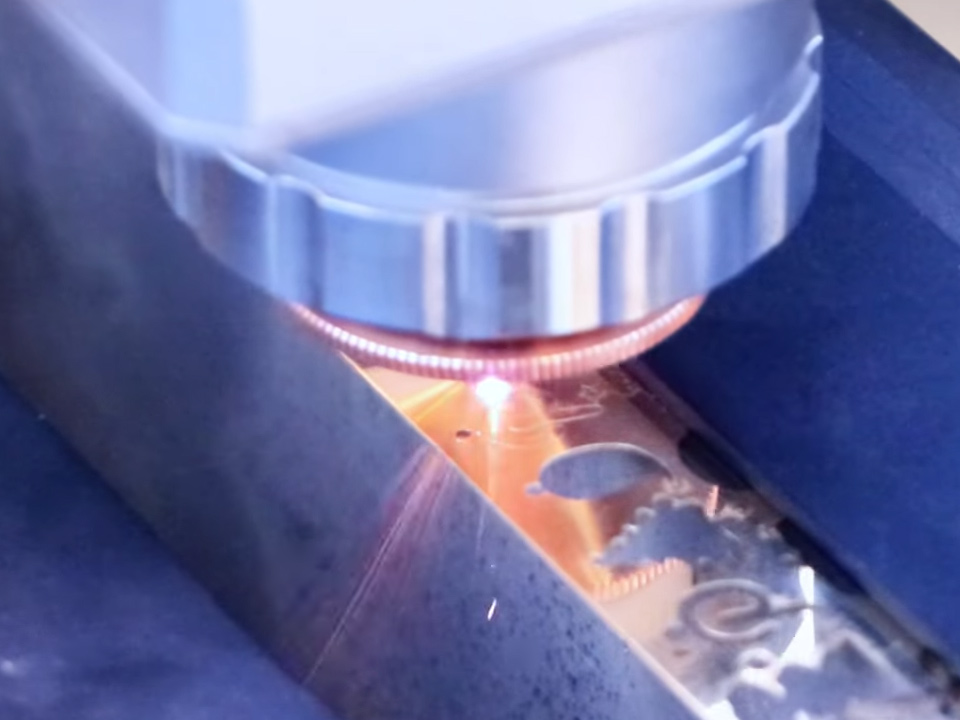
How Fiber Laser Cutting Machines Produce Precision Server Chassis
Most server chassis failures do not begin at final assembly. They begin earlier, in warped blanks, lazy nesting, bad assist-gas settings, sloppy burr control, and vent patterns that look fine in CAD but sabotage airflow in the rack. This piece explains what separates real precision server chassis cutting from brochure talk.
I’ve watched too many sheet metal shops talk about server chassis fabrication as if it were ordinary cabinet work, then act surprised when rails bind, fan walls whistle, PEM hardware shifts, and a supposedly “precision” enclosure turns into a tolerance rescue job at the bend cell. Want the hard truth? A server chassis is not forgiving, and AI-era hardware is making that less true by the quarter.
A fiber laser cutting machine earns its reputation here because server boxes are not really boxes. They are airflow maps, grounding paths, EMI compromises, thermal escape routes, and assembly fixtures disguised as sheet metal. When NVIDIA says its GB200 NVL72 connects 36 Grace CPUs and 72 Blackwell GPUs in a rack-scale, liquid-cooled design, that is not just a chip story. It is a packaging story, a density story, and a geometry story.
Server chassis is a thermal part, not just a metal part
This gets missed.
A lot of buyers still think precision sheet metal cutting matters because it looks clean. I think that is the beginner version of the argument. Precision matters because the chassis controls repeatability: fan spacing, vent alignment, board standoff locations, PCIe slot registration, cable clearance, and the pressure behavior of air or liquid-assisted cooling assemblies.
That is why I do not take “±0.1 mm” claims seriously unless I also know the material flatness, cut-edge heat input, bend sequence, and inspection method. A flat drawing can hide a bad process. And a bad process always shows up later, usually in assembly labor, thermal noise, or field failures.
The academic side backs this up. A 2024 server study in Case Studies in Thermal Engineering used a 2U rack server and explicitly focused on minimizing temperature variation in high-stress components by optimizing airflow patterns through thermal simulation. In plain English: the chassis geometry was part of the cooling solution, not decoration.
Where a fiber laser cutting machine actually wins
Cut speed matters. But not first.
For precision server chassis cutting, the real value of a fiber laser cutting machine is that it can hold fine features at production speed while keeping the heat-affected zone tighter than many older cutting methods, especially on thin carbon steel, stainless steel, and aluminum sheet. That matters for motherboard tray apertures, I/O cutouts, perforated vent fields, and repeated mounting patterns where one drifting hole can throw off an entire assembly.
I’d rank the priorities like this:
| What matters in server chassis fabrication | Why it matters | What a good fiber process does |
|---|---|---|
| Hole position consistency | Keeps rails, standoffs, and card slots aligned | Uses stable motion control and validated nesting |
| Low burr and clean edge | Reduces rework, grounding issues, and unsafe handling | Controls power, speed, gas, and nozzle condition |
| Minimal sheet distortion | Protects bending accuracy and lid fit | Limits excess heat input and bad clamping |
| Fine vent geometry | Preserves airflow math from CAD to production | Repeats narrow slots and dense patterns cleanly |
| Repeatability across batches | Protects mass assembly yield | Uses SPC, inspection, and controlled material lots |
The shops that win here do not just cut well. They cut predictably.
And predictability is where most factories get exposed. NIST’s 2024 work on in-process monitoring makes the broader manufacturing point bluntly: statistical control charts and process adjustments are used to avoid producing parts that do not conform to specification. That is the grown-up version of quality control. Not “our workers are experienced.” Data. Process control. Early correction.

The market pressure is getting ugly, and that changes the chassis
Demand is up.
In March 2024, Reuters reported that Super Micro could manufacture, assemble, test and ship a server rack in a few weeks if components were available, while its revenue had more than doubled in the last three months of 2023. In June 2024, Reuters also reported that HPE’s server revenue rose 18% year over year to $3.9 billion, with AI-server revenue more than doubling sequentially to $900 million and backlog hitting $3.1 billion. That kind of growth changes buyer behavior fast: lead times tighten, design freezes get shorter, and manufacturing tolerances suddenly carry financial weight.
Then add the power issue. The IEA said in 2024 that data centres were already consuming around 415 TWh, about 1.5% of global electricity consumption, and that consumption had grown 12% per year over the prior five years. It also expects data-centre electricity demand to reach around 945 TWh by 2030 in its base case. That is not background noise. That is a warning: denser servers mean tighter thermal margins, and tighter thermal margins punish sloppy chassis fabrication.
So when people ask me how fiber laser cutting machines work in this market, I answer more bluntly than most vendors do: they work by turning sheet metal into a reliable thermal-and-assembly platform fast enough to survive real demand. If the machine can only make pretty samples, it is not enough.
What most factories get wrong about precision server chassis cutting
They chase headline specs.
A brochure loves maximum power, maximum speed, and dramatic acceleration figures. I care more about whether the shop can hold slot geometry over a full batch after nozzle wear, sheet variation, and operator changes. That is where profits disappear.
Here is the usual failure chain I see:
They over-promise the laser and under-manage the sheet
If incoming material is wavy, oily, or inconsistent in thickness, even a very good sheet metal laser cutting machine will produce unstable results. The machine is not magic. Garbage sheet goes in, expensive scrap comes out.
They ignore the bend cell
I have seen laser-cut blanks that looked excellent on the pallet and turned ugly after forming because nobody accounted for grain direction, bend relief, slot-to-bend spacing, or the stack-up between cut tolerances and brake tolerances. Server chassis fabrication fails when departments optimize locally and lose globally.

They treat vents like artwork
Vent arrays are engineering features. Not decoration. If your vent geometry shifts pressure drop, fan noise, or hotspot behavior, the chassis is now a thermal liability.
They leave traceability for later
That is backward. Traceability should be designed in from the start. For serialized housings, SKU differentiation, and maintenance workflows, a dedicated marking step matters. That is where a 30W fiber laser marking machine fits naturally beside cutting and forming, especially for barcode, QR, and serial control on metal parts.
They separate processes that should talk to each other
Mixed production is common now. If a shop is handling enclosure panels, brackets, and round or tubular supports in one flow, an all-in-one fiber laser metal cutting machine for tube and sheet can reduce handling errors and fixture drift between cells. And if branding plates, recessed control areas, or shaped metal surfaces are part of the assembly, a 3D fiber laser engraver for metal can cover detail work that flat processing cannot.
What “best fiber laser cutting machine for sheet metal” really means in this niche
It does not mean biggest.
For server chassis, I would rather buy a well-controlled fiber laser cutting machine with proven thin-sheet stability, repeatable assist-gas management, and strong QA discipline than a higher-watt machine sold by a team that cannot show process capability data. Faster is nice. Stable is money.
Here is the buyer filter I trust:
| Buyer question | Good answer | Bad answer |
|---|---|---|
| Can you show repeatability across production batches? | SPC logs, inspection records, sample variance data | “Our workers are experienced” |
| How do you handle dense vent patterns and fine slots? | Process windows by material and thickness | “No problem, very easy” |
| What happens after cutting? | Deburr, form, inspect, fit-check, traceability | “Laser is very precise already” |
| Can you support engineering changes quickly? | Revision control and documented setup flow | “Send final file first” |
| How do you manage mixed-part production? | Integrated cut-form-mark workflow | Separate silos with manual handoff |
That table looks simple. It is not. It is where serious suppliers separate themselves from quoting machines with operators attached.
The real manufacturing lesson
Here it is.
Fiber laser cutting for metal enclosures works because it compresses precision, speed, and feature complexity into one process step. But the machine alone does not produce a precision server chassis. The system does. Sheet quality, nesting strategy, gas stability, cut-edge condition, bend discipline, thermal intent, and inspection logic all decide whether the finished part belongs in a modern rack or a scrap bin.
And yes, I have a strong opinion on this: the industry still hides too much bad process under the word “custom.” Custom is not an excuse for inconsistency. In AI server manufacturing, it is a test.
Domande frequenti
What is a fiber laser cutting machine in server chassis production?
A fiber laser cutting machine is a CNC metal-cutting system that uses a fiber-delivered laser beam to cut thin and medium-gauge conductive sheet with high positional accuracy, narrow kerf width, and fast cycle times, making it especially suitable for server chassis panels, vent arrays, slot patterns, and mounting features that must repeat from part to part. Fiber systems are widely used because they handle stainless steel, carbon steel, and aluminum efficiently while supporting dense feature sets needed in precision server chassis cutting.
Why is precision server chassis cutting more demanding than ordinary enclosure cutting?
Precision server chassis cutting is more demanding because the chassis acts as a structural, thermal, electrical, and assembly platform at the same time, so even small deviations can affect rail fit, board mounting, PCIe alignment, airflow behavior, EMI control, and service access. In short, a server chassis is not just a shell. It is part of system performance, which is why sloppy tolerances show up later as noise, heat, and assembly waste.
How do fiber laser cutting machines work for sheet metal server parts?
Fiber laser cutting machines work by focusing a high-energy laser beam through optics onto metal sheet while assist gas clears molten material from the cut zone, allowing the CNC system to create accurate profiles, holes, slots, and vent fields at high speed with controlled edge quality. The practical point is this: cutting quality depends on the full process window, not laser power alone. Nozzle condition, gas pressure, material flatness, and motion tuning all decide whether the part is production-grade.
Your Next Step
If you are sourcing a fiber laser cutting machine supplier for server chassis fabrication, stop asking only for price and nominal tolerance. Ask for batch repeatability data, sample fit-up results, burr-control standards, vent-feature capability, revision handling, and traceability workflow. That is where the truth lives.
And if you are building content around this niche, keep the same standard. Talk less about “advanced technology.” Talk more about what happens when a hole drifts, a panel warps, or a vent pattern lies. That is what professionals actually want to know.


{kind=link}
Click a caldo
Contatto
Applicazione
©Copyright [bogonglaser.com]. BOGONG Laser Machine Supplier All Rights Reserved.