-
Shunhua Road, Jinan City, Shandong
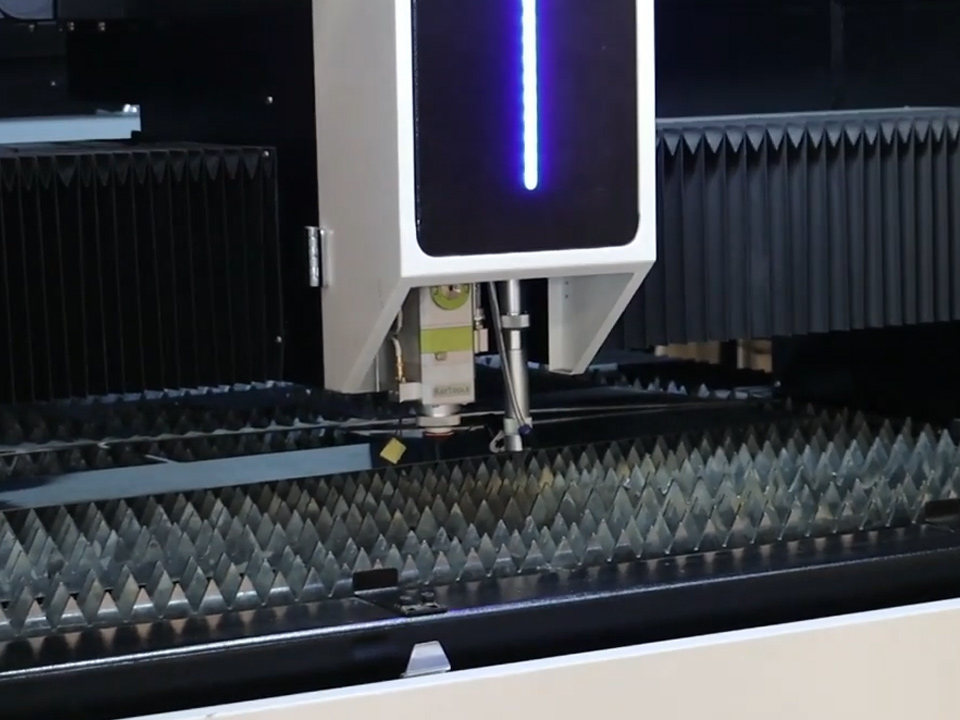
Pourquoi la découpe laser est idéale pour la production de baies et de châssis de serveurs ?
La découpe laser n'est pas “meilleure” parce qu'elle semble moderne. Elle s'impose dans la production de racks et de châssis de serveurs parce que l'activité est désormais régie par la vitesse d'itération, la géométrie des évents, les contraintes thermiques et des cycles de production plus courts. Lorsque la densité des racks augmente et que la demande de serveurs IA bondit, les fabricants qui continuent à penser comme des ateliers d'emboutissage de 2016 commencent à perdre du temps, puis de la marge, puis du travail.
Trois éléments sont importants.
Il ne s'agit pas d'une stratégie de marque, ni d'un discours de brochure, ni de l'habituel théâtre d'usine où quelqu'un montre une grosse machine et la qualifie de “fabrication avancée” tout en ignorant tranquillement les changements d'ECO, le retravail des flux d'air et le fait que les programmes de châssis de serveurs restent rarement gelés assez longtemps pour que cet argumentaire de vente soigné survive au premier contact avec l'ingénierie. Il s'effondre. Rapidement.
Ne faisons donc pas semblant.
Je crois franchement que trop de gens discutent encore de la découpe au laser comme s'il s'agissait d'une simple ligne dans une comparaison de machines, alors que dans le travail réel sur les baies et les châssis de serveurs, il s'agit plutôt d'une assurance contre les mauvaises hypothèses, les redéfinitions tardives, les luttes sur les modèles d'aération et ces moments agréables où l'ingénierie thermique décide que le panneau que vous avez approuvé la semaine dernière doit maintenant respirer différemment.
Cela arrive.
Et lorsque c'est le cas, personne n'a envie d'entendre un fournisseur d'outillage expliquer pourquoi votre “petite révision” s'est transformée en problème de calendrier.
Le marché a bougé et la vieille logique de fabrication n'a pas bougé
Voici l'horrible vérité.
Le matériel serveur n'évolue plus selon les calendriers paresseux que beaucoup d'ateliers de métallurgie utilisent encore, et si vous fabriquez des pièces de boîtier pour des serveurs IA, des systèmes de montage en rack denses ou toute autre famille de châssis moderne soumise à une réelle pression de déploiement, vous n'êtes plus dans une entreprise de métallurgie lente et stable, mais dans une course de fabrication à forte révision, thermiquement sensible et soumise à des contraintes de temps, où la vitesse est presque aussi importante que la géométrie. Parfois plus.
Ce n'est pas seulement une question d'opinion.
Reuters a rapporté en mars 2024 que Super Micro pouvait fabriquer, assembler, tester et expédier un rack de serveur en seulement “quelques semaines” si les composants étaient disponibles, tandis que son chiffre d'affaires a plus que doublé au cours des trois derniers mois de 2023. En juin 2024, Reuters a rapporté que le chiffre d'affaires des serveurs de HPE a augmenté de 18% d'une année sur l'autre pour atteindre $3,9 milliards, le chiffre d'affaires des serveurs IA ayant plus que doublé en séquentiel pour atteindre $900 millions et le carnet de commandes atteignant $3,1 milliards. D'ici août 2024, Reuters indique que le groupe de solutions d'infrastructure de Dell a enregistré un chiffre d'affaires record de 11,65 milliards de dollars, soit une hausse de 381 points de pourcentage, tandis que la demande pour ses serveurs optimisés pour l'IA a augmenté de 231 points de pourcentage en séquentiel pour atteindre 3,2 milliards de dollars et que le carnet de commandes a atteint 3,8 milliards de dollars. Il ne s'agit pas d'un bruit de fond. Il s'agit d'un signal de vitesse de production.
Pas subtile.
Ensuite, le côté thermique devient plus méchant.
L'étude 2024 de l'Uptime Institute indique que la densité moyenne des baies de serveurs augmente, que la plupart des installations sont encore en dessous de 8 kW en moyenne et que la plupart n'ont pas encore de baies de plus de 30 kW, mais l'Uptime Institute indique également que cela devrait changer. L'AIE va plus loin : les centres de données ont consommé environ 415 TWh en 2024, soit environ 1,5% de la consommation mondiale d'électricité, et la demande des centres de données devrait presque doubler pour atteindre environ 945 TWh d'ici 2030 dans son scénario de base, les serveurs accélérés se développant beaucoup plus rapidement que les serveurs conventionnels. Plus de chaleur. Plus de pression du flux d'air. Plus de modifications des découpes. Plus de changements de supports. Besoin accru d'itération rapide de la tôle.
C'est la vraie configuration.
Un châssis de serveur n'est plus une simple boîte. Il s'agit d'un matériel thermique recouvert de tôle.
Pourquoi la découpe laser s'adapte au désordre du travail sur les châssis réels
J'ai vu ce film.
Quelqu'un, généralement du côté de l'approvisionnement, décide de faire preuve de discipline en s'orientant trop tôt vers l'outillage dur ou vers un processus soi-disant “plus économique” avant que le plan des évents, les ouvertures des ventilateurs, les sorties de câbles, l'agencement des E/S, les dégagements de service ou l'empilement des emplacements PCIe ne soient réellement stables, et la boucle NPI se transforme alors en cirque parce que chaque modification porte désormais un bagage de processus qu'elle n'aurait jamais dû avoir. C'est une excellente idée. Jusqu'à la troisième révision.
C'est là que découpe laser pour châssis de serveur gagne sa vie.
Non pas parce qu'il sonne moderne. Parce qu'il tolère mieux le chaos. Vous pouvez découper des champs d'aération denses, des géométries de fenêtres bizarres, des modifications de caractéristiques fines, des mises à jour de trous de montage et des modifications d'accès aux services sans avoir l'impression que chaque ajustement technique est une urgence financière. La documentation DFM de l'université de l'Illinois établit clairement la distinction : la découpe laser de la tôle s'inscrit dans un flux de travail d’“outillage souple”, tandis que l'emboutissage repose sur un “outillage dur” qui nécessite des jeux de matrices sur mesure et très coûteux. Ce simple contraste explique la moitié de l'argument.
L'outillage souple est important.
Parce que les programmes de boîtiers de serveurs sont laids, exactement de la manière que les gens de l'extérieur sous-estiment. Le schéma d'aération change parce que le CFD l'exige. La disposition des supports de la carte mère se modifie. Le dégagement du bloc d'alimentation devient plus étroit. La découpe pour le passage des câbles a besoin de 6 mm supplémentaires. Le technicien se plaint de ne pas pouvoir accéder à la cage des disques avec des gants. Rien de tout cela n'est exotique. Nous sommes mardi.
Et dans ces moments-là, un fournisseur avec machines de découpe laser à fibres optiques pour la fabrication de métaux semble beaucoup plus intelligent que celui qui pense encore à l'amortissement du coût de la matrice avant même que la conception ne se soit stabilisée.

Lorsque la découpe laser permet de sauver le projet, et pas seulement la pièce
Mais voici ce que les gens ne voient pas.
Les plus grandes économies réalisées grâce à découpe au laser de tôles pour la fabrication de châssis ne sont souvent pas visibles au premier coup d'œil dans le nombre de pièces. Ils se manifestent par les absurdités évitées : moins de retards dans l'outillage, moins de contournements gênants, moins de compromis “temporaires” qui deviennent permanents parce que personne ne veut rouvrir le plan du processus.
C'est la fuite d'argent.
La découpe laser est particulièrement adaptée aux petites et moyennes séries, aux multiples variantes d'UGS et à une grande quantité de tôles qui doivent rester flexibles pendant que l'ingénierie apprend encore ce dont le produit a réellement besoin. Ce n'est pas rare dans le domaine des racks de serveurs. C'est normal. Et si la ligne touche également des éléments structurels en tube ou des composants de format mixte, systèmes de découpe laser à fibre pour tubes et tôles commencent à prendre tout leur sens sur le plan opérationnel : moins de transferts, moins d'excuses, moins de risques de perdre l'intégrité de la pile de tolérance entre les processus.
Cela fonctionne. En général.
La comparaison que les acheteurs auraient dû faire dès le premier jour
La plupart des gens posent la mauvaise question.
Ils demandent quel est le processus le moins cher. Mauvaise formulation. La meilleure question est de savoir quel processus reste économique après que la conception a été bouleversée par les flux d'air, les interférences électromagnétiques, l'accès, la tolérance et les retours d'information sur la facilité d'entretien. Car c'est ce qui se passe réellement dans les travaux sur les châssis destinés à la production.
Voici la comparaison pratique.
| Processus | La meilleure solution pour les châssis de serveurs | Charge d'outillage | Vitesse de révision | Flexibilité de la géométrie | Meilleure logique de volume |
|---|---|---|---|---|---|
| Découpe au laser | Prototypes, NPI, châssis à variantes lourdes, panneaux à variantes lourdes, production courte à moyenne | Faible | Rapide | Haut | Faible à moyen, parfois moyen à élevé |
| Poinçonnage sur tourelle | Caractéristiques répétitives, motifs plus simples, programmes à géométrie stable | Moyen | Modéré | Modéré | Moyen |
| Emboutissage/outillage dur | Pièces très stables avec de longues durées de vie et une conception verrouillée | Haut | Lent une fois que l'outillage existe | Bas après le verrouillage de l'outil | Volume élevé uniquement |
Le tableau semble simple.
La réalité ne l'est pas.
La raison pour laquelle le laser tient si bien dans découpe laser pour la production de baies de serveurs est que les projets de baies et de châssis ne se comportent que très tardivement, voire jamais, comme des projets d'emboutissage à grand volume. La distinction entre l'outillage doux et l'outillage dur dans le document de l'Illinois n'est pas un simple texte académique ; elle correspond directement aux problèmes que les acheteurs ne cessent de redécouvrir à la dure.
Les pénalités liées à l'écoulement de l'air sont réelles, et les mauvaises coupes coûtent cher par la suite.
Le refroidissement est brutal.
Le ministère américain de l'énergie indique qu'à $0,12 par kWh, l'amélioration de l'efficacité de l'alimentation électrique de 75% à 85% peut permettre d'économiser environ $2 000 à $6 000 par rack et par an pour les racks de 10 kW à 25 kW, une fois pris en compte les impacts directs et secondaires du refroidissement. C'est un rappel utile : dans les environnements informatiques denses, de minuscules choix mécaniques peuvent avoir de longues répercussions sur les coûts d'exploitation. Une ouverture de châssis légèrement erronée, un champ de perforation trop conservateur ou une conception de panneau qui ralentit l'optimisation du refroidissement n'est pas seulement un problème de fabrication. Il s'agit d'un problème d'énergie et de fiabilité.
C'est pourquoi je m'impatiente lorsque quelqu'un réduit cette question à la seule vitesse de la machine.
D'après mon expérience, dès que l'on parle de matériel informatique dense, le panneau du châssis n'est plus “une simple tôle”. Il fait partie de la stratégie de circulation de l'air. Il fait partie de la facilité d'entretien. Il fait partie du rejet de la chaleur. Une caractéristique de coupe qui semble mineure sur un modèle plat peut absolument faire boule de neige et entraîner une inefficacité des ventilateurs, une obstruction des câbles ou de vilains compromis en matière de service sur le terrain.
Ce n'est pas dramatique. C'est de l'industrie manufacturière.
Reuters a rapporté en juin 2024 que Dell et Super Micro fourniraient des baies de serveurs pour le superordinateur de xAI, et que Musk a déclaré que Grok 3 et les suivants nécessiteraient 100 000 puces Nvidia H100. Lorsque les programmes commencent à s'adapter à une telle densité de matériel, le boîtier cesse d'être une coquille de commodité. Il devient un élément du goulot d'étranglement du déploiement.
Cela change les calculs.
Donc, oui, comment la découpe laser améliore la production de châssis de serveurs n'est pas une expression abstraite de référencement. Elle améliore la production parce qu'elle permet au métal de suivre la réalité de l'ingénierie au lieu de la combattre.

Pourquoi les systèmes laser à fibre apparaissent-ils dans des cellules de fabrication sérieuses ?
Parce qu'ils sont adaptés.
Pour Machine de découpe laser à fibre pour châssis de serveur L'attrait de ces programmes est assez direct : acier, acier inoxydable, aluminium, profilés lourds, ensembles de caractéristiques variés et réponse rapide aux mises à jour de la conception. C'est le travail quotidien. Si la ligne a également besoin d'une identification propre après le formage ou le revêtement, il est possible d'utiliser un système d'identification de la ligne. Installation de marquage laser à fibre 30W peut gérer les séries, la traçabilité et le marquage des pièces sans que cette opération ne devienne une tâche secondaire. Et si vous évaluez une installation de plus petite capacité pour un travail pilote, un prototypage ou une cellule de fabrication à encombrement réduit, configurations compactes de découpe laser des métaux valent également le coup d'œil.
Pas très glamour. Utile.
Le poinçonnage et l'estampillage ont encore de l'importance, mais pas de manière aussi paresseuse qu'on le dit.
Soyons justes.
Le Turret punching a toujours sa place. L'estampillage a définitivement une voie. Je ne dis pas le contraire. Si vous disposez d'une famille de pièces très stable, d'une géométrie verrouillée, d'un volume annuel réel et d'un risque de révision quasi nul, l'outillage dur peut absolument l'emporter sur le plan économique en termes de débit.
Mais cette dernière condition est importante.
Beaucoup d'équipes parlent du futur volume élevé comme s'il était déjà là. Ce n'est généralement pas le cas. Ou bien il arrive plus tard que prévu. Ou bien la conception se prolonge suffisamment pour que les économies imaginées ne se concrétisent jamais complètement parce que le programme passe trop de temps dans des limbes quasi-stables. C'est le piège.
La documentation de l'université de l'Illinois indique clairement que l'outillage dur relève de l'économie des matrices personnalisées et de la logique des grands volumes. C'est très bien. Personne ne le conteste. Le problème est que l'outillage moderne fabrication de tôles pour châssis de serveur se situe souvent en amont de cette zone stable, et ce depuis bien plus longtemps que ne l'admettent les plans d'approvisionnement. Ainsi, les acheteurs qui forcent le processus à entrer dans une logique d'outillage trop tôt finissent souvent par payer pour une certitude qu'ils n'ont pas encore.
C'est la partie que les gens n'aiment pas dire à voix haute.
Le jeu le plus intelligent est hybride - et un peu moins romantique
Les usines adorent les histoires à taille unique.
Les vrais programmes ne le font pas.
Les entreprises les plus solides que j'ai observées ne traitent pas le laser, le poinçonnage et l'estampage comme des camps idéologiques. Elles utilisent le laser, le poinçonnage et l'estampage comme des camps idéologiques. découpe laser de précision pour les châssis de montage en rack tôt, de manière agressive et intelligente - pendant le NPI, pendant l'affinement du flux d'air, pendant la gestion des variantes, pendant la phase où personne ne peut honnêtement jurer que la géométrie ne bougera plus. Ensuite, et seulement ensuite, les familles de pièces vraiment stables sont transférées vers d'autres processus si les chiffres sont réels.
Cette séquence est importante.
En effet, le meilleur processus au stade du prototype et le meilleur processus au stade du volume de la troisième année ne sont souvent pas la même chose. Prétendre le contraire ne fait que rendre le lancement plus difficile. Si vous développez une capacité interne plus large dans le domaine des métaux, Solutions pour les machines de découpe laser à fibre méritent une attention particulière, et si votre équipe s'intéresse également à la finition adjacente ou aux flux de travail de marquage spécialisé, Systèmes de gravure laser à fibre 3D pour le travail des métaux peut aider à définir ce qui doit être placé dans la même cellule et ce qui doit être séparé.
Je crois franchement que c'est le point de vue des adultes.
Pas “le laser est toujours le meilleur”. Ni “l'emboutissage est moins cher”. Simplement ceci : dans la production moderne de baies et de châssis de serveurs, le laser est généralement la solution la plus judicieuse en premier lieu, et beaucoup d'équipes économiseraient de l'argent si elles l'admettaient plus tôt.
FAQ
La découpe laser est-elle préférable à l'emboutissage pour la production de châssis de serveurs ?
La découpe laser est généralement préférable pour la production de châssis de serveurs lorsque la conception évolue encore, que le nombre de références est élevé et que la géométrie des flux d'air ou des accès est susceptible de changer, car elle permet d'éviter l'outillage dur personnalisé, d'accélérer les révisions et de prendre en charge une production de courte à moyenne durée de manière plus gracieuse que l'emboutissage. L'emboutissage devient intéressant plus tard, lorsque la conception est figée, que le volume est réellement élevé et que le coût de l'outillage dur peut être réparti sur un cycle de production long et stable.
Comment la découpe laser améliore-t-elle la production de châssis de serveurs ?
La découpe laser améliore la production de châssis de serveurs en permettant aux fabricants de transformer rapidement les modifications apportées à la CAO en pièces physiques, de gérer des modèles d'aération denses et des ouvertures complexes sans avoir recours à des matrices personnalisées, et de raccourcir la boucle entre la conception, les essais thermiques et la mise en fabrication. En pratique, cela signifie moins de retards lorsque l'ingénierie change d'avis, ce qui, honnêtement, arrive souvent. Cela est important car la densité des racks augmente, les charges de travail de l'IA poussent le refroidissement plus fort, et la géométrie des boîtiers affecte désormais bien plus que l'apparence.
Quelle est la meilleure méthode de découpe laser pour les composants de baies de serveurs ?
La meilleure méthode de découpe laser pour les composants de racks de serveurs est généralement la découpe laser à fibre sur tôle, car elle s'adapte aux matériaux des boîtiers modernes, permet une itération rapide et s'intègre bien aux opérations de pliage, de soudage, de revêtement et de marquage en aval utilisées dans la fabrication des racks et des châssis. La raison pour laquelle les acheteurs préfèrent cette technique n'est pas un effet d'annonce. Il s'agit de l'adaptation au processus. Les composants des baies de serveurs impliquent souvent une géométrie mixte, un contrôle des variantes et de petites révisions constantes, et c'est précisément là que la logique de l'outillage doux tend à l'emporter sur la pensée de l'outillage dur.
Vos prochaines étapes
Ne commencez pas par la brochure de la machine.
Commencez par le désordre. Examinez la fréquence à laquelle votre géométrie est susceptible de changer, la sensibilité de la conception aux changements de flux d'air et d'acheminement des câbles, la réalité du volume annuel et la pénibilité d'une réinitialisation de l'outillage à la suite d'un retour d'information thermique ou d'un retour d'information de la part du client. C'est l'audit qui compte.
Car voici l'horrible vérité.
Si la conception de votre châssis est encore en mouvement, découpe au laser devrait probablement être votre base de référence. Non pas parce qu'elle semble sophistiquée, mais parce qu'elle vous donne la possibilité de réfléchir, de tester, de réviser et d'expédier sans que chaque modification technique ne devienne un argument de production. Et sur ce marché, cette marge de manœuvre est importante. Beaucoup.



{kind=link}
Hot Click
Nous contacter
Application
©Copyright [bogonglaser.com]. BOGONG Laser Machine Supplier Tous droits réservés.