-
Shunhua Road, Jinan City, Shandong
How Fiber Laser Cutting Machines Cut Stainless Steel Efficiently
Fiber laser cutting stainless steel looks simple from the sales deck. It isn’t. The real story sits in beam absorption, gas dynamics, slag control, focus drift, and the ugly trade-off between edge brightness and cost per part.
The part sales teams skip
It looks easy.
But that’s exactly how people get burned, because once you move past the neat factory video and the shiny sample board, stainless starts exposing every weak habit in the shop—lazy gas setup, sloppy nozzle checks, drifting focus, bad nesting assumptions, operators pushing feed rates because a manager wants “more throughput,” and nobody wanting to admit the cut edge already looks tired before the batch is even finished.
Three words. Bad idea.
I frankly believe a lot of laser vendors sell “efficiency” like it’s some clean, single number. It’s not. Efficiency in stainless cutting is a messy stack of compromises: beam absorption around 1.08 μm, nozzle geometry, gas purity, sheet flatness, melt ejection, edge brightness, downstream polishing, and whether the operator on second shift actually notices the nozzle got clipped two hours ago. That’s the real shop-floor story. Not the brochure story.
And stainless? It’s not “hard” in some dramatic sense. It’s just unforgiving. That’s worse.
AISI 304 and 304L show up everywhere, and one 2023 optimization study pointed out that 304L accounts for about 50% of usage in its stainless discussion; the same paper also reinforced why fiber keeps taking work from older CO2 systems—better absorption, less power for the same thickness, and lower running costs.
And demand isn’t slowing down just because the market feels moody. Reuters reported in April 2024 that global steel demand was expected to rise 1.7% to 1.793 billion metric tons in 2024, while worldstainless later reported 62.6 million metric tonnes of stainless melt shop production for full-year 2024, up 7% from 2023. More stainless in circulation means more shops pretending they’ve “mastered” cutting when, honestly, many are still babysitting avoidable rework.
If you want the production backdrop first, it makes sense to look at Bogong’s laser cutting machine applications and compare that with the broader industrial laser machine application overview. I’d do that before trusting any “one machine fits all” pitch. Because it usually doesn’t.
Why fiber laser cutting stainless steel beats blunt-force machining
Here’s the ugly truth: stainless doesn’t care how expensive your machine was.
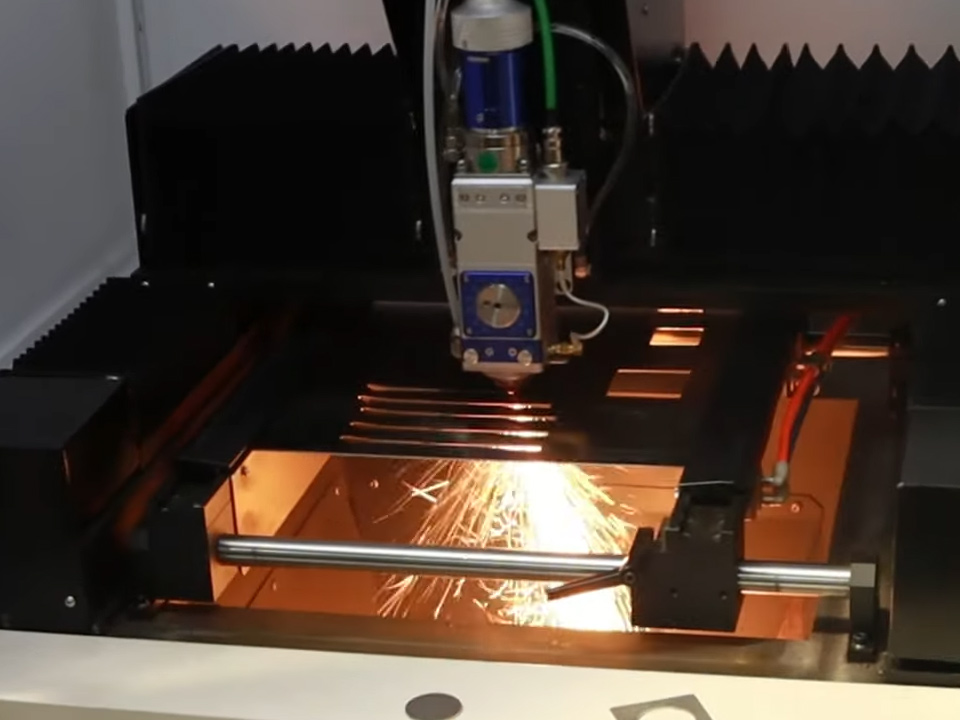
A fiber laser cuts stainless steel by dumping concentrated energy into a tiny spot, melting a narrow kerf, and then using assist gas—usually nitrogen if you want a clean, bright edge, sometimes oxygen if you care more about raw speed than cosmetics—to throw the molten material out before it freezes back and turns the edge into garbage. Simple enough on paper.
In real life? Not so neat.
The beam matters, yes. But from my experience, people overrate source power and underrate melt evacuation. That’s backward. A major review in Materialien made the same point in more academic language: maximum cutting rate is often limited by the force of the assist gas inside the kerf, not by laser power alone. Which, frankly, lines up with what a lot of shops learn the expensive way.
This is where buyers get trapped. They hear “higher kilowatts,” and their eyes light up. But even serious hardware doesn’t erase process physics. A 2024 open-access study on stainless grid plates used a 10 kW fiber laser, a Precitec 15 kW cutting head, 1080 ± 10 nm wavelength, and a 100 μm output fiber—serious kit, not toy-level stuff—and the researchers still treated kerf width, slag height, and roughness as separate quality targets. Meaning what? Meaning the machine didn’t magically solve everything. Of course it didn’t.

So when somebody says a fiber laser cutting machine for stainless steel “just works,” I usually think: on what thickness, with what gas, with what edge spec, under whose hands, and for how long before the nozzle gets ugly?
That’s the question.
If your line includes traceability or downstream branding, it also helps to separate cutting from finishing. Bogong’s laser marking machine page und laser engraving machine page are useful in that respect, because cutting is only one station in the chain. Plenty of people forget that.
Stainless steel laser cutting parameters that actually decide whether you make money
Most bad cuts are self-inflicted.
Not all. Most.
And no, I don’t say that to sound clever. I say it because shops keep blaming the source when the real problem is somewhere much less glamorous: focus position drifting, gas pressure set by habit instead of evidence, the nozzle face half-damaged, or speed pushed too far because someone thinks “if 4 m/min is good, 5.2 must be better.” That logic ruins edges every week.
A 2024 review on laser cutting parameters found that the best conditions for low roughness, low HAZ, small kerf width, and small kerf angle were tied to low laser power, high cutting speed, medium gas pressure, high standoff distance, medium pulse frequency, small thickness, and nitrogen assist gas. That should kill the lazy instinct to crank power and pray.
The parameters that actually move the result
| Parameter | What it changes | What usually goes wrong | What I’d watch first |
|---|---|---|---|
| Laser power (W or kW) | Melt rate, piercing stability, usable thickness | Too much heat, wider kerf, rougher edge on thin sheet | Match to thickness before chasing speed |
| Cutting speed (m/min) | Productivity, striation pattern, dross risk | Too fast leaves un-ejected melt; too slow overheats edge | Find the edge of stability, then back off |
| Fokus Position | Energy density in the sheet | Small drift wrecks kerf geometry and edge finish | Verify after nozzle change or collision |
| Gas type (N2 / O2 / air) | Edge chemistry, brightness, speed, cost | Wrong gas for the finish spec | Tie gas choice to part requirement, not habit |
| Gas pressure (bar) | Melt ejection, dross formation | More pressure is not always better | Watch nozzle condition and flow behavior together |
| Nozzle and standoff | Gas jet shape and momentum transfer | Damaged nozzles fake “machine problems” | Inspect daily, not weekly |
That table is basic. Good. It should be.
Because in stainless cutting, the boring basics are where the money leaks out.
A 2024 study on AISI 431 used nitrogen assist gas with a Trumpf fiber laser and tested 2500–3500 W power, 3–5 m/min cutting speed, and 8–10 bar gas pressure. The data wasn’t tidy in the way sales reps like. Material removal improved by 62.4% when gas pressure, power, and speed increased, while surface roughness dropped 56.7% when cutting speed, gas pressure, and laser power were decreased. That contradiction is the business. You can optimize output. You can optimize finish. Doing both at once is where the real work starts.

Nitrogen assist gas for stainless steel laser cutting: the argument people fake their way through
Nitrogen is usually the adult choice for stainless when the edge has to stay bright, oxide-free, and less annoying to polish or weld later. The Materialien review explains why: inert gas helps eject molten material without driving the same kind of chemical reaction you get with reactive gas. That sounds technical because it is technical. But the takeaway is simple enough—if the customer wants a clean silver edge, N2 usually wins.
But nitrogen isn’t cheap.
And that matters more than some people admit. Shops love underquoting stainless jobs, then quietly bleeding margin through gas usage, secondary finishing, and slower-than-promised output. I’ve seen that movie. It never ends well.
How to cut stainless steel with a fiber laser without lying to yourself
Start with the grade. No, really.
A decorative 304 panel, a food-grade enclosure, a medical support bracket, and an industrial cover plate might all get called “stainless,” but they are not the same job. They don’t want the same edge. They don’t tolerate the same discoloration. They don’t forgive the same shortcuts.
And then there’s the sheet itself. Flatness. Surface condition. Film. Batch variation. Tiny stuff, except it isn’t tiny when the kerf starts acting strange.
A 2024 review and the 2024 AISI 431 work both make the same broader point: the variables interact. Power, speed, gas pressure, focus, thickness—they don’t sit politely in separate boxes. That’s why one “proven parameter sheet” can fail the moment material or geometry changes.
From my experience, here’s the smarter order of operations.
First, decide the finish target before anyone argues about speed. If the customer wants a bright edge and hates post-processing, start with nitrogen. If the part is hidden, cosmetic standards are loose, and throughput matters more than edge color, then oxygen might be worth testing—carefully.
Second, dial speed and focus before you go chasing ten variables at once. Shops do the opposite all the time. They change gas, power, nozzle height, and focus in one go, then act surprised when they don’t know what fixed—or ruined—the cut.
Third, inspect the nozzle like a skeptic, not like a dreamer. A chipped tip or off-center jet can masquerade as a beam problem and waste hours while everybody argues. That’s one reason the assist-gas literature keeps coming back to nozzle design and flow behavior. Because the “small stuff” often isn’t small at all.
Fourth, test the edge against the part’s actual downstream use. Not just by staring at it under overhead lights. Weld it. Polish it. Fit it. Corrosion-check it if the application warrants it. A cut that looks “fine” on the pallet can turn ugly fast in assembly.
If you want to see how suppliers frame their capabilities, I’d cross-check Bogong’s about us page with the laser industry blog. That kind of side-by-side reading usually tells you more than a polished hero banner ever will.
The safety issue too many stainless shops soft-pedal
This part gets waved away. It shouldn’t.
OSHA’s Chromium (VI) standard applies to occupational exposures in general industry, and the threshold numbers are not decorative policy text. OSHA sets an action level of 2.5 micrograms per cubic meter of air as an 8-hour TWA and makes clear that employers are responsible for controlling exposure and protecting workers. That matters when you’re cutting chromium-containing material and pretending the enclosure alone will save you.
And this isn’t only a welding story, despite how often people frame it that way. Washington State’s DOSH directive notes that hot work such as welding, brazing, or torch-cutting stainless steel can create hexavalent chromium through high-temperature oxidation. The process language differs, sure, but the bigger point stands: heat plus stainless plus airborne byproducts is not something to treat casually.
I’ll be blunt. If a shop will spend heavily on optics, automation, and nesting software but gets weirdly quiet when you ask about fume capture, source extraction, or exposure verification, that tells you something. None of it good.
The numbers that tell the real story on fiber laser cutting speed for stainless steel
People love headline speeds.
I don’t trust them unless I know the thickness, the gas, the finish requirement, the grade, and whether anybody is counting rework.
A 2023 optimization paper reported that a high-power fiber laser cutter can cut up to five times faster than a conventional CO2 laser cutter while using half the operating costs, and it referenced a case where a 3 kW fiber laser cut 1 mm stainless at about 30 m/min while a 5 kW CO2 system managed roughly one-third of that. Useful numbers? Yes.
Because speed without context is basically ad copy.
A bright cut on 1 mm 304 with high-purity nitrogen is one kind of job. A multi-layer structure, weird geometry, or difficult edge spec is another world entirely. The 2024 stainless grid-plate study is a good reality check: four 3 mm stainless layers, 12 mm gaps, and cut seam widths of 1.25, 1.65, 1.80, and 1.92 mm across layers under tuned conditions. That’s not “press button, get perfect result.” That’s process control under constraint.
So when someone asks me what the best fiber laser for cutting stainless steel is, I usually give the answer people don’t love: it’s the machine whose process window your team can actually hold on a bad day—mixed stock, dusty pallets, slight lens contamination, night-shift nozzle change, and all. That’s the machine that makes money.
FAQs
What is fiber laser cutting stainless steel?
Fiber laser cutting stainless steel is a thermal cutting process that uses a concentrated laser beam, typically near 1.08 μm wavelength, to melt a narrow line in stainless steel while assist gas removes the molten metal from the kerf to leave a usable cut edge. That’s the plain definition. In practice, though, edge quality depends on gas choice, focus position, nozzle condition, speed, and how tightly the process window is controlled on real production runs.
How do fiber laser cutting machines cut stainless steel efficiently?
Fiber laser cutting machines cut stainless steel efficiently by combining strong beam absorption, tight focal control, stable motion, and enough assist-gas force to clear molten metal before it sticks, oxidizes, or forms heavy dross on the cut edge. That’s the short answer. The longer one is less pretty: efficiency isn’t just speed, it’s repeatable speed with acceptable roughness, low rework, controlled gas consumption, and stable results across actual batches—not showroom samples.
Are there health risks when cutting stainless steel with a fiber laser?
Yes, cutting stainless steel with a fiber laser can create airborne hazards linked to chromium-containing material, which is why OSHA regulates occupational exposure to Chromium (VI) and requires employers to manage those risks in general industry settings. The plain answer is yes. The more serious answer is that too many shops still treat extraction as a box to tick instead of a process-control requirement backed by exposure monitoring, filtration, and worker protection.
Your next move if you actually plan to cut stainless profitably
Don’t shop by wattage alone.
I frankly believe that’s one of the worst habits in this business. A machine can have impressive source power and still disappoint you if the gas strategy is weak, support is slow, nozzle life is erratic, extraction planning is half-baked, or your team can’t hold a stable process window across real material variation.
So ask harder questions.
If your parts mix includes 304, 304L, or other stainless work where edge brightness, fit-up, and rework costs matter, then review the actual application fit first—not the marketing headline. Bogong’s laser cutting machine application page, the broader laser machine application overview, and the contact page for direct technical discussion are the right places to start.
Then send real drawings. Real thicknesses. Real finish standards. Real tolerances.
That’s when the serious conversation begins.



{kind=link}
Heißer Klick
Kontakt
Anmeldung
©Copyright [bogonglaser.com]. BOGONG Laser Machine Supplier All Rights Reserved.